
Pe teşiturile de lucru ale şeilor (zona de contact a supapei) nu ar trebui să existe sâmburi, coroziune sau deteriorare. Deteriorările minore pot fi reparate prin șlefuirea scaunelor. In acelasi timp indepartati cat mai putin metal.Slefuirea se poate face atat manual cat si cu polizorul.
Slefuiți în următoarea ordine:
- instalați capul pe suportul A.60353, introduceți tija A.94059 în bucșa de ghidare a supapei și curățați teșiturile scaunelor de depunerile de carbon cu burghie A.94031 și A.94092 pentru scaunele supapei de evacuare și A.94003 și A..94 burghie) 01 pentru scaunele supapelor de admisie. Pe axul A.94058 se pun lamelele si centrate de tija de ghidare A.94059;
- se pune arcul A.94069/5 pe tija de ghidare A.94059, se montează pe axul A.94069 cercul conic A.94078 pentru scaunele supapelor de evacuare sau cercul A.94100 pentru scaunele supapei de admisie, fixați axul într-o polizor și șlefuiți scaunul supapei (orez. 2-45).

Notă. Tijele A.94059 sunt disponibile în două diametre diferite: A.94059/1 pentru ghidajele supapelor de admisie și A.94059/2 pentru ghidajele supapelor de evacuare.
În momentul în care roata atinge scaunul, mașina trebuie oprită, altfel vor apărea vibrații și teșirea va fi incorectă. Se recomandă îmbrăcarea mai des a roții cu un diamant.
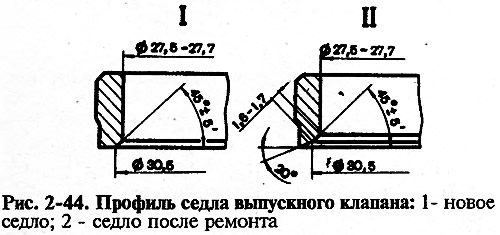
Pentru scaunele supapei de evacuare, aduceți lățimea teșiturii de lucru la valorile specificate în fig. 2-44, freza A.94031 (unghi 20°), și freza A.94092, care elimină întărirea pe diametrul interior. Pe axul A.94058 se pun freze lamele și, ca și în cazul șlefuirii, se centrează cu tija A.94059.
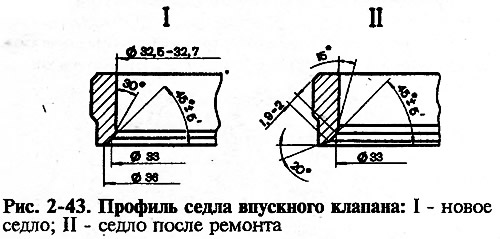
La locurile supapei de admisie, aduceți lățimea teșiturii de lucru la valorile specificate în fig. 2-43, având mai întâi prelucrat teșirea interioară cu o freză A94003 (fig.-2-46) pentru a obține o dimensiune de diametru de 33, apoi o teșitură de 20°cu o freză A.94101 până se obține o teșitură de lucru.
