
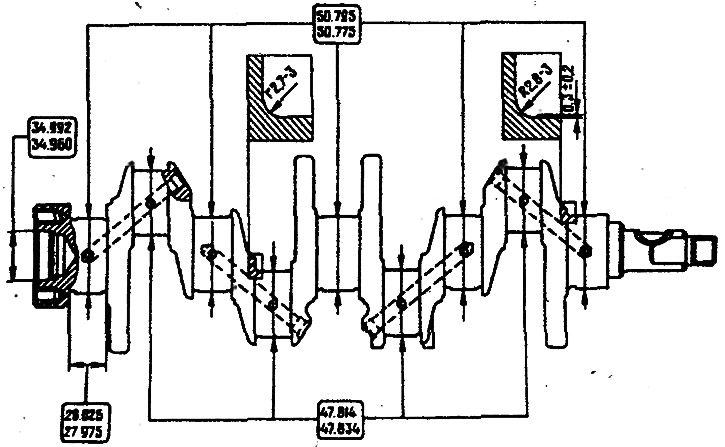
Мал. 2-35. Асноўныя памеры шатунных і карэнных шыек каленчатага вала і іх галтэлі
Ачыстка каналаў сістэмы змазкі
Для ачысткі выдаліце заглушкі каналаў. Затым праганіце гнёзды заглушак зенкерам А.94016/10, надзетым на шпіндзель А.94016, старанна прамыйце каналы бензінам і прадуйце сціснутым паветрам.
Апраўкай А.86010 запрасуйце новыя заглушкі і для большай надзейнасці зачакайце кожную заглушку ў трох кропках кернам.
Карэнныя і шатунныя шыйкі
Праверка. Усталюйце каленчаты вал на дзве прызмы (мал. 2-36) і праверце індыкатарам:
- біццё карэнных шыек: максімальна дапушчальнае 0,03 мм;
- біццё пасадачных паверхняў пад зорачку і падшыпнік першаснага вала каробкі перадач; максімальна дапушчальнае 0,04 мм;
- зрушэнне восяў шатунных шыек ад плоскасці, якая праходзіць праз восі шатунных і карэнных шыек; максімальна дапушчальнае±0,35 мм;
- неперпендыкулярнасць па адносінах да восі каленчатага вала кантавой паверхні фланца. Пры проворачивании вала, індыкатар, усталяваны ўзбоч, на адлегласці 34 мм (мал. 2-36) ад восі вала, не павінен паказваць біцці больш 0,025 мм.
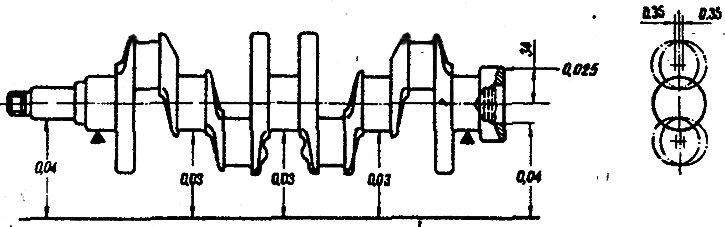
Мал. 2-36. Дапушчальныя біцці асноўных паверхняў каленчатага вала
На карэнных, шатунных шыйках і на шчоках каленчатага вала расколіны не дапускаюцца. Калі яны выяўлены - заменіце вал.
На паверхнях каленчатага вала, спалучаных з працоўнымі беражкамі сальнікаў, не дапушчаюцца драпіны, забоіны і рыскі.
Вымерайце дыяметры карэнных і шатунных шыек. Шыйкі варта шліфаваць калі іх знос больш за 0,03 мм або овальность шыек больш за 0,003 мм, а таксама калі, на шыйках ёсць задзіракі і рыскі.
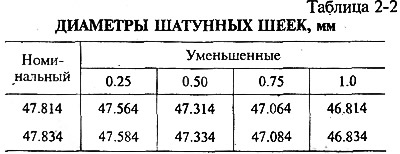
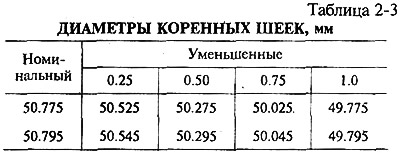
Шліфаванне шыек. Карэнныя і шатунныя шыйкі шліфуйце, памяншаючы на 0,25 мм, так, каб атрымаць у залежнасці ад ступені зносу дыяметры, якія адпавядаюць значэнням, прыведзеным у табл. 2-2, 2-3 і радыусы галтэлі шыек, як паказана на мал. 2-35.
Пасля шліфавання і наступнай даводкі шыек добра прамыйце паленчаты вал для выдалення рэштак абразіва. Каналы для змазкі з выдаленымі заглушкамі некалькі разоў прамыйце бензінам пад ціск. На першай шчацэ каленчатага вала маркіруйце велічыню памяншэння карэнных і шатунных шыек (напрыклад, Да 0,25; Ш 0,50). Овальность і конусность карэнных і шатунных шыек пасля шліфавання павінны быць не больш за 0,007 мм.
Укладышы карэнных падшыпнікаў
На ўкладышах не робіце ніякіх подгоночных аперацый. Пры задзірах, рызыках ці адслаеннях заменіце ўкладышы.
Праверце зазор паміж укладышамі і шыйкамі каленчатага вала:
- размесціце адрэзак калібраванага пластмасавага дроту на правяранай шыйцы;
- усталюеце вечкі з карэннымі ўкладышамі, і зацягніце крапежныя ніты накрывак момантам 80,36 Н·м (8,2 кгс·м);
- зніміце вечкі і па велічыні сплясквання дрота па шкале пакавання (мал. 2-37) вызначыце велічыню зазору.

Зазор паміж шыйкамі каленчатага вала і ўкладышамі можна таксама вызначыць разлікам, вымераўшы дыяметры карэнных шыек, пасцеляў пад укладышы і таўшчыню ўкладышаў.
Намінальны разліковы зазор складае 0,050-0,095 мм. Калі ён менш лімітавага (0,15 мм), то можна зноў выкарыстоўваць гэтыя ўкладышы. Пры зазор большым лімітавага, заменіце на гэтых шыях укладышы новымі. Калі шыйкі каленчатага вала зношаныя і шліфуюцца да рамонтнага памеру, то заменіце ўкладышы рамонтнымі (павялічанай таўшчыні, гл. табл 2-4). Прыкметай правільнасці зборкі і спалучэнні шыек з укладышамі з'яўляецца свабоднае кручэнне каленчатага вала.
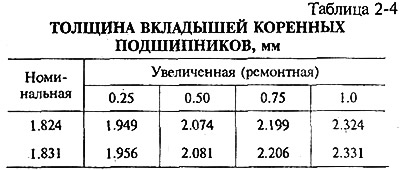
Лічбы 0,25, 0,50 і т.д. паказваюць велічыню памяншэння дыяметра шыек каленчатага вала пасля шліфавання.