
Površine zamašnjaka koje se spajaju s koljenastim vratilom i diskom spojke moraju biti bez ogrebotina, neravnina i savršeno ravne.
Ako je na radnoj površini 3 (riža. 2-38) postoje ogrebotine na zamašnjaku ispod diska kvačila, brusite ovu površinu, uklanjajući sloj metala debljine ne više od 1 mm. Zatim strojno obradite površinu 2, održavajući dimenziju od 0,5±0,1 mm i osiguravajući paralelnost površina 2 i 3 u odnosu na površinu 1. Dopuštena neparalelnost, mjerena na krajnjim točkama površina 2 i 3, ne smije biti veća od 0,1 mm.
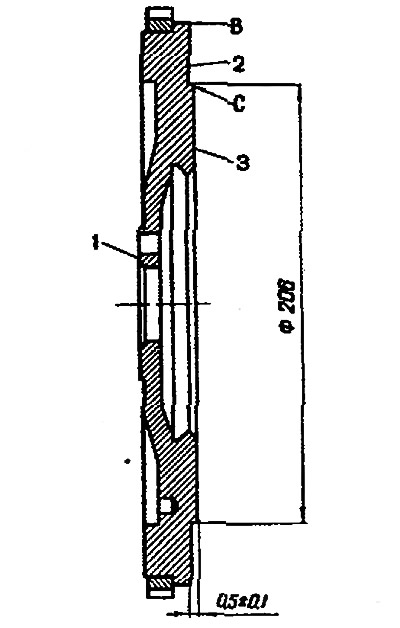
Riža. 2-38. Zamašnjak: 1 - površina za pričvršćivanje na prirubnicu radilice; 2 - površina za ugradnju kvačila; 3 - nosiva površina pogonskog diska kvačila: B - mjesto za provjeru odstupanja površine 2; C - mjesto za provjeru otjecanja površine 3
Postavite zamašnjak na osovinu, centrirajte ga na montažnu rupu s naglaskom na površinu I, (riža. 2-38) provjerite odstupanje ravnina 3 i 2. U točkama B i C indikator ne bi trebao pokazivati odstupanja veća od 0,1 mm.
Provjera aksijalnog zazora koljenastog vratila
Aksijalno kretanje koljenastog vratila ograničeno je s dva pričvrsna poluprstena postavljena s obje strane stražnjeg glavnog ležaja. Na prednjoj strani ležaja ugrađen je čelično-aluminijski poluprsten, a na stražnjoj strani metal-keramički poluprsten (žuta boja). Poluprstenovi su izrađeni od normalne debljine (2.310-2.360 mm) i povećana (2,437-2,487 mm).
Aksijalni zazor između potisnih poluprstenova i potisnih površina koljenastog vratila provjerava se na sljedeći način:
- postavite indikator na magnetsko postolje i umetnite krajeve dva odvijača kao što je prikazano na sl. 2-39;
- pomaknite osovinu pomoću odvijača i provjerite aksijalni zazor na indikatoru, koji bi trebao biti unutar 0,06-0,26 mm.

Ako razmak premašuje maksimalno dopuštenih 0,35 mm, zamijenite potisne poluprstenove s drugima povećanim za 0,127 mm.
Bilješka. Aksijalni zazor koljenastog vratila može se provjeriti i na motoru ugrađenom u vozilo. Pomoću alata 67.8701.9510. U ovom slučaju, aksijalno kretanje radilice nastaje pritiskom i otpuštanjem papučice spojke, a vrijednost aksijalnog zazora određena je kretanjem prednjeg kraja radilice.