
Површине замајца које се спајају са радилицом и диском квачила морају бити без огреботина, неравнина и савршено равне.
Ако је на радној површини 3 (пиринач. 2-38) постоје огреботине на замајцу испод диска квачила, брусите ову површину, уклањајући слој метала дебљине не више од 1 мм. Затим машинска површина 2, одржавајући димензију од 0,5±0,1 мм и обезбеђујући паралелност површина 2 и 3 у односу на површину 1. Дозвољена непаралелност, мерена на крајњим тачкама површина 2 и 3, не би требало да прелази 0,1 мм.
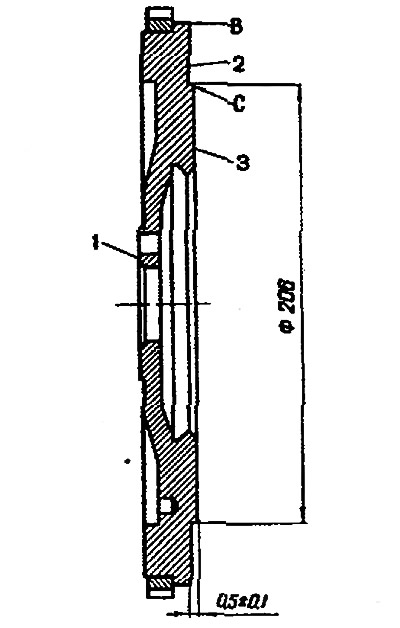
Сл. 2-38. Замајац: 1 - монтажна површина на прирубници радилице; 2 - површина за монтажу квачила; 3 - носива површина диска квачила: Б - место за проверу бијања површине 2; Ц - место за проверу отицања површине 3
Уградите замајац на арбор, центрирајући га на монтажни отвор са нагласком на површини И, (пиринач. 2-38) проверити скретање равни 3 и 2. У тачкама Б и Ц, индикатор не би требало да показује извлачење веће од 0,1 мм.
Провера аксијалног зазора радилице
Аксијално кретање радилице је ограничено са два причврсна полупрстена постављена са обе стране задњег главног лежаја. На предњој страни лежаја је уграђен челично-алуминијумски полупрстен, а на задњој страни метал-керамички полупрстен (жута боја). Полупрстенови су направљени нормалне дебљине (2.310-2.360 мм) и повећана (2.437-2.487 мм).
Аксијални зазор између потисних полупрстенова и потисних површина радилице проверава се на следећи начин:
- поставите индикатор на магнетно постоље и уметните крајеве два одвијача као што је приказано на сл. 2-39;
- померите осовину шрафцигерима и проверите аксијални зазор на индикатору, који треба да буде унутар 0,06-0,26 мм.

Ако размак прелази максимално дозвољених 0,35 мм, замените потисне полупрстенове другим повећаним за 0,127 мм.
Белешка. Аксијални зазор радилице може се проверити и на мотору уграђеном на возило. Користећи алат 67.8701.9510. У овом случају, аксијално кретање радилице се ствара притиском и отпуштањем педале квачила, а вредност аксијалног зазора се одређује кретањем предњег краја радилице.