
Мерење скалом ширине калибрисане жице након равнања
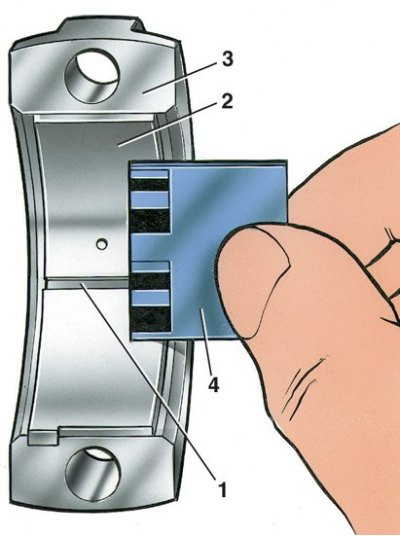
1 - калибрисана жица; 2 - уметак; 3 - поклопац лежаја клипњаче; 4 - скала за калибрисану жицу
Размак између кошуљица и рукавца радилице може се проверити прорачуном, мерењем детаља или калибрисаном пластичном жицом за коју:
- темељно очистити радну површину кошуљица и рукавца клипњаче и поставити клипњачу - клипну групу на рукавац радилице према нумерацији;
- ставите комад жице на површину клипњаче, поставите поклопац на клипњачу и затегните матице обртним моментом од 51 Нм (5,2 кгф м);
- скините поклопац и помоћу скале одштампане на паковању одредите величину зазора изравнавањем жице.
Номинални пројектни зазор је 0,036–0,086 мм. Ако је мањи од границе (0,1 мм), можете поново да користите ове слушалице.
Ако је размак већи од границе, замените облоге на овим вратовима новим. Ако су носачи радилице истрошени и избрушени до величине за поправку, замените облоге за поправке повећане дебљине.
Дебљина шкољки лежајева клипњаче, мм
| Оцењено | увећана (поправити) | |||
| 0,25 | 0,50 | 0,75 | 1,0 | |
| 1,723 | 1,848 | 1,973 | 2,098 | 2,223 |
| 1,730 | 1,855 | 1,980 | 2,105 | 2,230 |
Нумберс 0,25; 0,50 итд. означавају количину смањења пречника рукаваца радилице након брушења.