
Mjerenje vagom širine kalibrirane žice nakon ravnanja
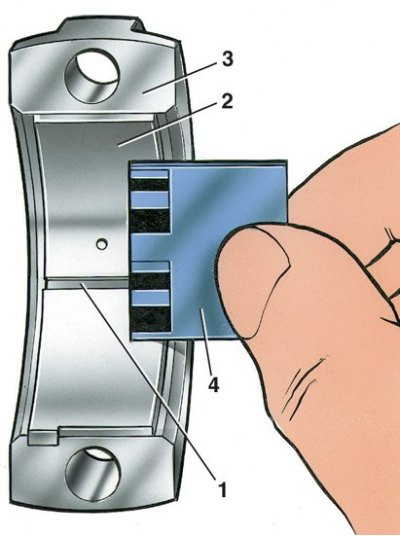
1 - kalibrirana žica; 2 - umetak; 3 - poklopac ležaja klipnjače; 4 - skala za kalibriranu žicu
Razmak između košuljica i rukavca radilice može se provjeriti proračunom, mjerenjem detalja ili kalibriranom plastičnom žicom za koju:
- temeljito očistite radnu površinu košuljica i rukavca klipnjače i ugradite grupu klipnjača - klip na rukavac radilice prema numeraciji;
- postavite komad mjerne žice na površinu klipnjače, postavite poklopac na klipnjaču i zategnite matice momentom od 51 Nm (5,2 kgfm);
- uklonite poklopac i pomoću ljestvice otisnute na pakiranju odredite veličinu razmaka spljoštenošću žice.
Nazivni projektirani razmak je 0,036–0,086 mm. Ako je manji od granice (0,1 mm), možete ponovno koristiti ove slušalice.
Ako je razmak veći od ograničenja, zamijenite obloge na tim vratovima novima. Ako su rukavci radilice istrošeni i brušeni na veličinu za popravak, zamijenite košuljice s onima za popravak veće debljine.
Debljina ljuski ležaja klipnjače, mm
Ocijenjen | povećana (popravak) | |||
0,25 | 0,50 | 0,75 | 1,0 | |
1,723 | 1,848 | 1,973 | 2,098 | 2,223 |
1,730 | 1,855 | 1,980 | 2,105 | 2,230 |
Brojevi 0,25; 0,50 itd. označavaju količinu smanjenja promjera rukavaca radilice nakon brušenja.