
Цранксхафт
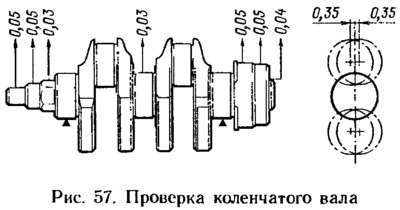
Прегледајте радилицу. Пукотине било где на радилици нису дозвољене. На површинама које се спајају са радним ивицама заптивки, огреботине, огреботине и ризици нису дозвољени. Радилица је уграђена са крајњим главним рукавцима на две призме, а заливање се проверава индикатором на местима назначеним на сл. 57. Бројеви на слици показују дозвољене вредности убијања и померања вратова.
Измерите пречнике главне и клипњаче. Вратове треба брусити ако након уградње нових кошуљица зазор у било ком главном лежају прелази 0,11 мм, ау лежају клипњаче 0,10 мм, као и ако је овалност грла већи од 0,03 мм и постоје огреботине и опасности на њих. Наведени су пречници врата нормалне величине таб. 2. Пречници грла поправних величина (смањен за 0,25; 0,5; 0,75; 1,00 мм) једнаки су односно за староседеоце: 50.569 -0.02; 50.319 -0.02; 50.069 -0.02; 49,819 -0,02 мм, а за клипњаче: 47,60 -0,02; 47,35 -0,02; 47,10 -0,02; 46,85 -0,02 мм.
Самељите вратове са смањењем до најближе величине поправке.
Растојање између осе клипњаче и главних клинова треба да буде 35,5+0,025 -0,05 мм (ход 71+0,05 -0,1 мм), а полупречници филета вратова су унутар 1,8–2 мм.
Након брушења, овалност и конус главних и главних рукаваца не би требало да буду већи од 0,005 мм, а померање оса клипњача од равни која пролази кроз осе клипњаче и главног рукавца треба да буде у границама±0,35 мм (види сл. 57). За проверу уградите осовину са крајњим рукавцима на призме и поставите осовину тако да оса клипњаче првог цилиндра буде у хоризонталној равни која пролази кроз осе главних носача. Затим индикатор проверава померање у вертикалном правцу клипњаче 2. цилиндра у односу на клипњачу 1. цилиндра. Након брушења вратова, полирајте их дијамантском пастом или ГОИ пастом.
Након брушења и накнадне завршне обраде грла, чепови канала за уље се уклањају, а затим се утичнице чепова одстрањују резачем А.94016/10, које се стављају на вретено А.94016. Радилица и њени канали се темељно испиру да би се уклонили остаци абразива и дувају компримованим ваздухом. Трн А.86010 утиснути нове чепове (претходно подмазујући утичнице утикача заптивачем УГ-6) и исковали сваки на три тачке са централним ударцем.
На првом образу радилице означите количину редукције главног и клипњача (на пример, К 0,25; Ш 0,50).
Умеци
Не могу се вршити подешавања на уметцима. У случају хабања, ризика или раслојавања антифрикционог слоја, они се замењују новим. Ако се приликом провере кошуљица испостави да је њихова даља употреба могућа, онда се проверава размак између њих и носача радилице.
Размак се може одредити прорачуном мерењем пречника грла, лежишта испод кошуљице и дебљине кошуљица. Ако зазор прелази максимално дозвољени (0,1 мм за клипњачу и 0,15 мм за главне рукавце), замените кошуљице другим са повећаном дебљином након брушења вратова. Знак исправне монтаже и спајања грла са одговарајућим облогама је слободна ротација радилице.
Отпорни полупрстенови. Као и на кошуљима, на полупрстеновима се не могу изводити никакве операције уклапања. У случају хабања, ризика и раслојавања, замените полупрстенове новим. Полупрстенови се такође замењују ако аксијални зазор коленастог вратила прелази максимално дозвољених 0,35 мм. Нови полупрстенови се бирају номиналне дебљине или повећавају за 0,127 мм да би се добио аксијални зазор у опсегу од 0,06-0,26 мм.
Аксијални зазор радилице се проверава помоћу индикатора (види сект. «Склоп мотора»).
Замајац
Проверите стање зупчаника и, ако су зупци оштећени, замените замајац. Површина 1 (пиринач. 58) замајац поред прирубнице радилице, а на површини 3 испод диска квачила нису дозвољене огреботине и огреботине. Неравност површине 3 не би требало да буде већа од 0,05 мм.
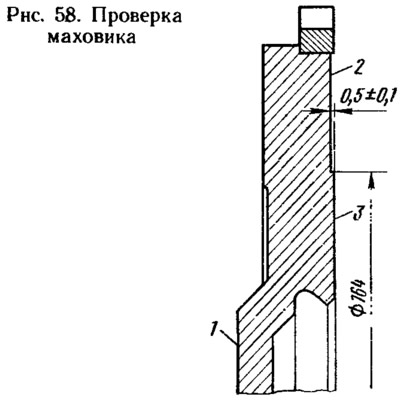
Огреботине и огреботине на површини 3 уклањају се жлебом, уклањајући метални слој дебљине не више од 1 мм. У исто време, површина 2 је такође машински обрађена, без утицаја на ивицу зупчаника и одржавања величине (0,5±0,1) мм. Приликом окретања потребно је обезбедити паралелност површина 2 и 3 у односу на површину 1. Дозвољена непаралелност није већа од 0,1 мм.
Инсталирајте замајац на трн, центрирајући га дуж монтажног отвора са нагласком на површини 1, и проверите отпуштање равни 2 и 3. На крајњим тачкама ових равни индикатор не би требало да показује избочине веће од 0,1 мм.