
Місця зварювання переднього крила
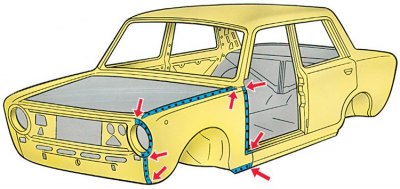
Точками позначені шви контактного зварювання.
Стрілки вказані точки газового зварювання.
При незначних ушкодженнях (невеликі вм'ятини, подряпини тощо.), не знімаючи крила, виконайте рихтування та забарвлення. Після рихтування обов'язково перевірте стан внутрішнього антикорозійного покриття, при необхідності відновіть його.
При значних деформаціях крила, розривах замініть його.
1. Зніміть бампер, капот, антену, передні двері; з крила зніміть бічний покажчик повороту, фару та підфарник.
2. Зрубайте тонким гострозаточеним зубилом або зріжте шліфувальною машинкою по крилу з'єднання:
- з передньою панеллю на 208 мм від фари вниз, відступивши 2–3 мм від лінії з'єднання;
- з передньої стійкої боковини кістяка довжиною 580 мм, відступивши 5 мм від лінії вигину вертикального підсилювача;
- з нижньою частиною боковини кузова по вертикалі 120 мм та горизонталі 180 мм, відступивши від краю крила 25 мм.
3. Висвердліть на горизонтальному підсилювачі крила точки контактного зварювання підсилювача з елементами передка на відстані 900 мм, і від'єднайте крило від кузова тонким плоским зубилом з відігнутим кінцем.
4. Видаліть тонким гострозаточеним зубилом смужки крила, що залишилися, в з'єднаннях з кузовом і зачистіть шліфувальною машинкою посадкові місця елементів кузова і нового крила.
5. Видаліть бруд і іржу в порожнині, що закривається крилом, і нанесіть цинхроматний грунт ГФ-073.
6. Підганяйте нове крило за місцем посадки і прихопіть його швидкознімними захватами.
7. Приваріть крило газовим зварюванням по кінцях горизонтального підсилювача крила, в місцях з'єднання крила з кожухом фари, з передньою панеллю і нижньою накладкою боковини. На малюнку місця газового зварювання позначені стрілками. Для газового зварювання використовуйте латунний пруток Л62, Л63.
8. Перевірте положення крила та зазори (див. рис. Основні перерізи кузова (вид кузова збоку)) і (див. рис. Основні перерізи кузова (вид кузова зверху)), при встановлених капоті та двері.
9. Приваріть крило контактним зварюванням з кроком 40-50 мм. За відсутності контактно-зварювальної машини допускається електрозварювання в середовищі вуглекислого газу напівавтоматом дротом Св 08Г1С або Св 08Г2С діаметром 0,8 мм. Також допускається газове зварювання стічного жолобка крила з бризковиком передка дротом св08 діаметром 1,6-2,0 мм, панелі передка з крилом та підсилювача крила з передньою стійкою латунним припоєм Л62 або Л63 з технічною бурою. Діаметр латунних прутків 2-3 мм.