
Front fender welds
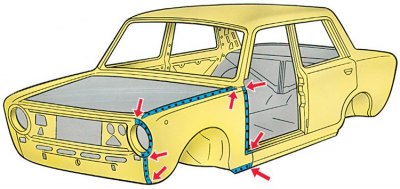
The dots indicate the resistance welding seams.
The arrows indicate the gas welding points.
For minor damage (small dents, scratches, etc.), without removing the wing, perform straightening and painting. After straightening, be sure to check the condition of the internal anti-corrosion coating, if necessary, restore it.
In case of significant deformations of the wing, breaks, replace it.
1. Remove the bumper, hood, antenna, front door; remove the side turn signal, headlight and sidelight from the wing.
2. Cut with a thin sharpened chisel or cut with a grinder along the connection wing:
- with the front panel 208 mm down from the headlight, retreating 2–3 mm from the connection line;
- with the front pillar of the sidewall of the frame 580 mm long, departing 5 mm from the bending line of the vertical amplifier;
- with the lower part of the body sidewall vertically 120 mm and horizontally 180 mm, departing from the edge of the wing 25 mm.
3. Drill out on the horizontal wing reinforcement the resistance welding points of the amplifier with the front elements at a distance of 900 mm, and disconnect the wing from the body with a thin flat chisel with a bent end.
4. Remove the remaining strips of the wing at the joints with the body with a thin sharpened chisel and clean the seats of the body elements and the new wing with a grinder.
5. Remove dirt and rust in the cavity closed by the fender and apply GF-073 zinc chromate primer.
6. Fit the new wing to the landing site and secure it with the quick-release clamps.
7. Weld the wing by gas welding at the ends of the horizontal wing reinforcement, at the junctions of the wing with the headlight housing, with the front panel and the lower sidewall trim. In the figure, the places of gas welding are indicated by arrows. For gas welding, use a brass rod L62, L63.
8. Check wing position and clearances (see fig. Main sections of the body (body side view)) And (see fig. Main sections of the body (top view of the body)), with the hood and doors installed.
9. Weld the wing by resistance welding in steps of 40-50 mm. In the absence of a contact welding machine, electric welding in a carbon dioxide environment is allowed with a semiautomatic device using wire Sv 08G1S or Sv 08G2S with a diameter of 0.8 mm. It is also allowed to gas weld the gutter of the wing with the mudguard of the bulkhead with wire sv08 with a diameter of 1.6–2.0 mm, the bulkhead panel with the wing and the wing reinforcement with the front strut with brass solder L62 or L63 with technical drill. The diameter of brass bars is 2–3 mm.