
Schema de îndreptare a grinzii axei spate
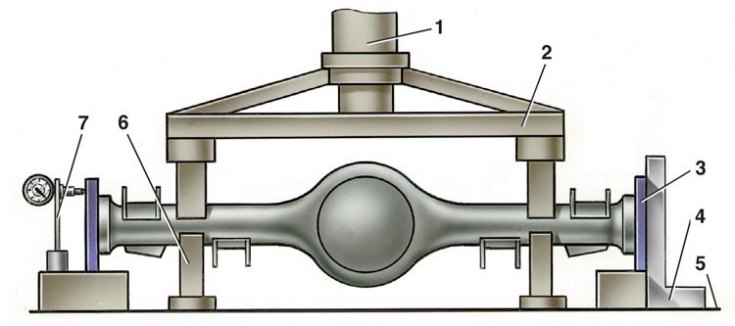
1 - cilindru hidraulic; 2 - traversa de prindere; 3 - flanșă А.70172; 4 - pătrat; 5 - masa de presare; 6 - accent; 7 - suport indicator
1. Atașați flanșele A.70172 la fiecare capăt al grinzii (folosit la îndreptare, nu la verificarea grinzilor) și se instalează pe suporturile presei hidraulice astfel încât capetele traversei de prindere 2 să se afle în zona de deformare a grinzii. Cea mai probabilă locație a zonei de deformare este la o distanță de 200-300 mm de capetele flanșelor grinzii.
2. Instalați suportul 7 cu indicatorul, astfel încât piciorul indicatorului să se sprijine pe partea superioară a suprafeței laterale a flanșei, iar indicatorul indicatorului să fie la o diviziune egală cu valoarea deformării fasciculului, măsurată cu o sondă la verificarea fasciculului.. Pe cealaltă parte a grinzii, instalați fie un suport cu un indicator, fie un pătrat 4.
3. Instalat sub grinda (în zona de deformare) opritoare limită 6, îndreptați grinda cu o presă hidraulică succesiv în planul orizontal și vertical, controlând rezultatele îndreptării prin indicator sau prin sonda pe pătratul 4.
4. Forța maximă a presei la îndreptarea grinzii nu trebuie să depășească 98000 N (10 000 kgf), pentru a evita deformarea excesivă a secțiunii carcasei.
Atenţie! Cu o înălțime de oprire de 6, selectată empiric, fasciculul poate fi corectat fără a verifica cu un pătrat sau indicator.
5. Scoateți grinda din presă și verificați-o ca mai sus, înlocuind flanșele A.70172 cu "verificare".
6. În lipsa unui echipament adecvat, prin excepție, este permisă editarea secvenţială a fasciculului axului spate pe fiecare parte, dar cu verificarea obligatorie a deformării grinzii pe ambele părți (cm. subsecțiunea 5.4.4).