
- цалипер;
- мекана метална шипка (0,21 мм) или специјални трн.
Демонтажа
1. Уклоните клипне прстенове са клипа (види "Клипни прстенови и лежајеви клипњаче - замена").
2. Шилом закачимо и извадимо прстенове за задржавање клипа из жлебова.

3. Са меканом металном шипком одговарајућег пречника изгурамо клипну осовину.

4. Уклоните клип са клипњаче.
Избор клипова за блокирање цилиндара
За нове моторе, размак између клипа и цилиндра је 0,025-0,045 мм и поставља се уградњом клипова исте класе као и цилиндри.
Напомена: Како користити чељуст - погледајте упутства приложена уз алат или посебну литературу.
1. Са мерачем проврта проверавамо хабање зидова цилиндара.

Мерења се врше у четири појаса (5, 12, 62 и 112 мм од горње ивице цилиндра) у уздужном и попречном правцу мотора. У горњем појасу, цилиндар се не истроши. Разликом у очитавању чељусти у различитим каишевима одређујемо степен истрошености сваког цилиндра.
Пречници цилиндара подељени у пет класа величина (види табелу. 8.1.5). Класа сваког цилиндра је утиснута на доњој спојној површини блока цилиндра.
Табела 8.1.5. Класе цилиндара по пречнику
| Ознака | Пречник, мм |
| А | 82,00-82,01 |
| ИН | 82,01-82,02 |
| ВИТХ | 82,02-82,03 |
| D | 82,03-82,04 |
| Ε | 82,04-82,05 |
Препорука: Мало, равномерно хабање цилиндара (унутар 0,05 мм) могуће је надокнадити уградњом клипа друге класе већег пречника.
Ако је максимално хабање 0,15 мм или више, потребно је пробушити цилиндре и уградити превелике клипове.
За димензије клипова за поправку предвиђен је отвор цилиндра од 0,4 мм и 0,8 мм.
2. На дну клипа су означени, где:
2 - класа отвора клипног клипа;
С - класа клипа;
← - стрелица за оријентацију клипа у цилиндру (треба да буде усмерена ка временском погону);
Г - група маса клипа.

Према пречнику отвора за клипну осовину, клипови се деле у три класе (1, 2, 3) - кроз 0,004 мм.
Спољни пречник клипова је подељен у пет класа (А, Б, Ц, Д, Е) - преко 0,01 мм (мерено у равни окомитој на клип на растојању од 55 мм од круне клипа).
Величина клипова је номинална и две величине за поправку. Клипови називне величине нису означени. Клипови прве ремонтне величине се производе са пречником повећаним за 0,4 мм и означени су симболом "∆". Клипови друге поправне величине имају пречник повећан за 0,8 мм и означени су симболом " □ ".
На мотору сви клипови морају бити исте масене групе. Клипови номиналне групе су означени симболом "Г". Клипови са повећаном и смањеном масом од 5 г означени су са "+" и "-".
Класа прста је означена бојом на његовом крају.

Напомена: Група клипњаче и клипа може бити опремљена или клиновима 2108-1004020 са повећаном дебљином зида или клиновима 2110-1004020
Према спољашњем пречнику, прсти су подељени у три класе (боја обележавања - плава, зелена и црвена), кроз 0,004 мм.
Да би се олакшао избор прста до отвора клипа, потребна класа прста је означена на његовој унутрашњој страни бојом.

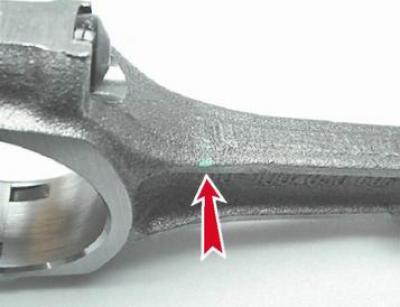
Потребна класа затика је назначена на поклопцу клипњаче (2). По маси глава, клипњаче се деле на класе. Ознака се наноси на поклопац клипњаче са словом (1)...
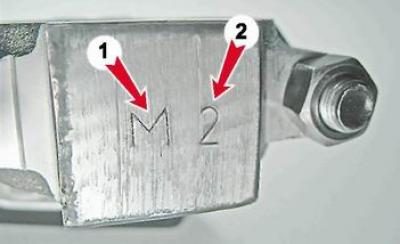
...или фарба.
Упозорење! На мотору морају бити уграђене клипњаче исте тежине (види табелу. 8.1.6).
Табела 8.1.6. Масене класе клипњача
|
Маса глава клипњаче, г |
класа |
Боја означавања |
|
|
Горњи |
Доњи |
||
|
184+2 |
489+3 |
Φ |
Црвени |
|
188+2 |
489+3 |
X |
- |
|
192+2 |
489+3 |
Ц |
- |
Скупштина
Састављамо клип са клипњачем обрнутим редоследом од демонтаже.
Упозорење! Приликом склапања клипњаче са клипом, пазити да ознаке на клипњачи и на клипу буду на истој страни.
Приликом уградње клипа у цилиндар, број цилиндра на његовој клипњачи треба да буде окренут према страни блока где се налази отвор филтера за уље, а каталошки број треба да буде окренут према предњем крају радилице.
Табела 8.1.7. Класе клипних клинова према спољашњем пречнику и пречнику отвора за клип
|
класа |
Боја означавања |
Пречник, мм |
||
|
прст |
Клип |
Клипњача |
||
|
1 |
Плави |
21,970-21,974 |
21,978-21,982 |
21,978-21,982 |
|
2 |
Зелен |
21,974-21,978 |
21,982-21,986 |
21,982-21,986 |
|
3 |
Црвени |
21,978-21,982 |
21,986-21,990 |
21,986-21,990 |