
- посебан шаблон или широки браварски лењир;
- плоснати сет пипача.
Редослед извршења
1. Уклоните главу цилиндра (види "Глава цилиндра - уклањање и уградња").
2. Очистимо главу блока од прљавштине и наслага угљеника, оперемо је од наслага уља, металном четком уклањамо наслаге угљеника са зидова комора за сагоревање.
3. Пажљиво прегледајте главу цилиндра. Не би требало да има пукотине. На радним површинама лежајева брегастог вратила и зидовима отвора за топке не би требало да буде зарезивања и трагова металног омотача. Вођице и седишта вентила морају добро да пристају у тело главе, без трагова њиховог померања током рада времена. Вентили и њихова седишта не смеју имати пукотине или трагове паљења.
4. Проверите равност главе. Радове изводимо у две фазе. За ово је потребан посебан шаблон, али ако га нема, онда можете са довољним степеном тачности проверити доњу раван парења главе помоћу широког браварског лењира. Наносимо лењир дијагонално, са ивицом до равни главе. Уверавамо се да нема размака између ивице лењира и равни главе. Размак се може посматрати и у средњем делу равни и дуж њених ивица. Меримо размак дуж обе дијагонале са сетом равних сонди.
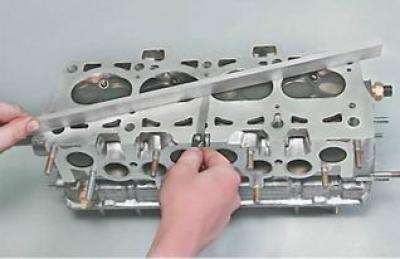
Максимални дозвољени размак је 0,1 мм.
Препорука: Ако је зазор већи од дозвољеног, глава се мора глодати са спојном равнином или заменити.
5. Проверите затегнутост главе блока. Да бисмо то урадили, на крајњој површини главе пригушујемо прозор за довод расхладне течности до термостата (можете инсталирати цев термостата тако што ћете испод ње поставити заптивку изрезану од гуме). Окрећемо главу и напунимо њене унутрашње шупљине за расхладну течност керозином.

6. Уверавамо се да нема цурења керозина из главе блока.
Препорука: Ако се пронађе цурење, као и ако се нађу шкољке на површини за спајање, можете покушати да поправите главу блока хладним заваривањем или је замените.