
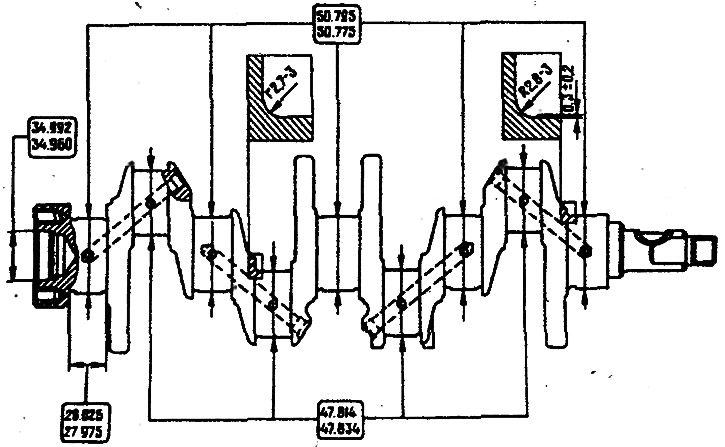
Фиг. 2-35. Основните размери на свързващия прът и главните шийки на коляновия вал и техните уплътнения
Почистване на каналите на системата за смазване
За да почистите, отстранете тапите на канала. След това забийте гнездата на щепселите със зенкер A.94016/10, поставете шпиндела A.94016, изплакнете обилно каналите с бензин и продухайте със сгъстен въздух.
С помощта на дорник A.86010 натиснете нови тапи и за по-голяма надеждност уплътнете всяка тапа в три точки със сърцевина.
Главен и колянов щифт
Проверка. Монтирайте коляновия вал върху две призми (фиг. 2-36) и проверете с индикатор:
- биене на шината: максимално допустимо 0,03 mm;
- биене на опорните повърхности под зъбното колело и лагера на входящия вал на скоростната кутия; максимално допустимо 0,04 mm;
- изместване на осите на шийките на съединителния прът от равнината, преминаваща през осите на шийките на мотовилката и основните шийки; максимално допустимо±0,35 mm;
- неперпендикулярност по отношение на оста на коляновия вал на крайната повърхност на фланеца. При завъртане на вала индикаторът, монтиран отстрани, на разстояние 34 mm (фиг. 2-36) от оста на вала, не трябва да показва отклонения повече от 0,025 mm.
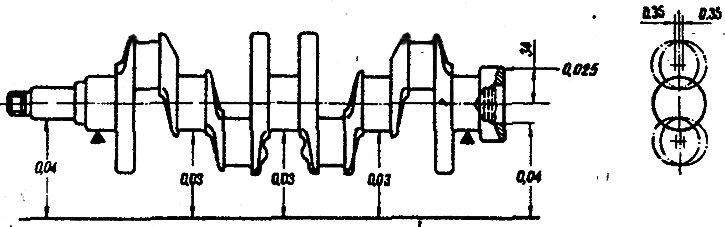
Фиг. 2-36. Допустимо биене на основните повърхности на коляновия вал
Не се допускат пукнатини по главните, биелните шийки и по бузите на коляновия вал. Ако бъдат намерени, сменете вала.
На повърхностите на коляновия вал не се допуска съединяване с работните ръбове на уплътненията, драскотини, цепки и рискове.
Измерете диаметрите на главните и биелните шейни. Шийките трябва да бъдат шлифовани, ако износването им е повече от 0,03 mm или овалът на шийките е повече от 0,003 mm, както и ако има драскотини и белези по шийките.
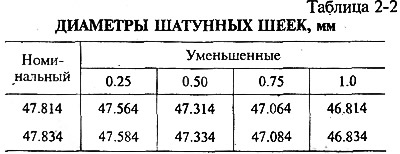
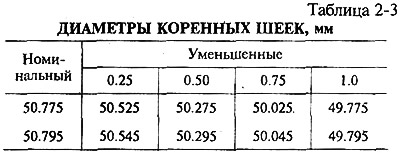
Шлайфане на шийки. Шлайфайте главните и биелните шийки, като намалявате с 0,25 mm, така че да получите, в зависимост от степента на износване, диаметрите, съответстващи на стойностите, дадени в табл. 2-2, 2-3 и радиусите на филето на шийката, както е показано на фиг. 2-35.
След шлайфане и последващо довършване на шийките, изплакнете добре ножовия вал, за да отстраните остатъците от абразив. Промийте каналите за смазване с отстранени тапи няколко пъти с бензин под налягане. На първата буза на коляновия вал маркирайте степента на намаляване на главните и мотовилките (например K 0,25; W 0,50). Овалността и конусността на главните и свързващите пръти след шлайфане трябва да бъде не повече от 0,007 mm.
Главни лагерни черупки
Не извършвайте никакви операции по регулиране на облицовките. Ако има драскотини, рискове или разслоявания, сменете облицовките.
Проверете хлабината между втулките и шийките на коляновия вал:
- поставете парче калибрирана пластмасова жица върху шията, която ще тествате;
- монтирайте капаците с основните лагери и затегнете фиксиращите болтове на капаците до 80,36 Nm (8,2 kgfm);
- отстранете капаците и определете размера на празнината по размера на сплескването на жицата върху скалата на опаковката (фиг. 2-37).

Разстоянието между шийките на коляновия вал и втулките може да се определи и чрез изчисление чрез измерване на диаметрите на основните шийки, леглата за втулките и дебелината на втулките.
Номиналната проектна междина е 0,050 -0,095 mm. Ако е по-малко от ограничението (0,15 mm), тогава тези вложки могат да се използват отново. Ако празнината е по-голяма от ограничението, сменете облицовките на тези гърловини с нови. Ако шийките на коляновия вал са износени и са шлифовани до ремонтен размер, тогава сменете втулките с ремонтни (увеличена дебелина, вижте Таблица 2-4). Знак за правилното сглобяване и свързване на шийките с облицовките е свободното въртене на коляновия вал.
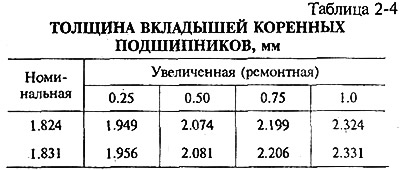
Числа 0.25, 0.50 и т.н. посочете степента на намаляване на диаметъра на шийките на коляновия вал след смилане.