
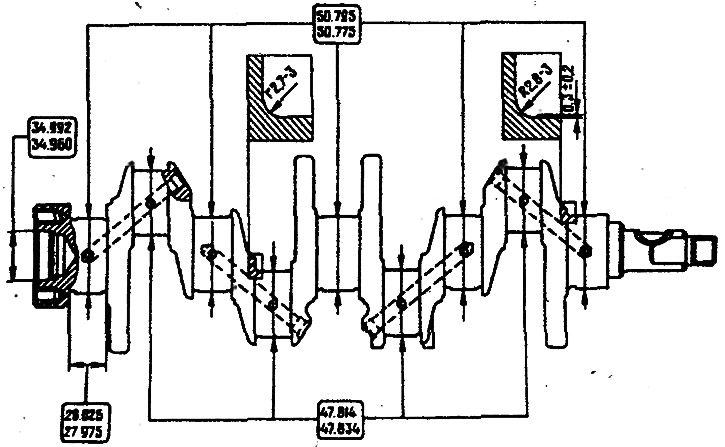
Pic. 2-35. The main dimensions of the connecting rod and main journals of the crankshaft and their fillets
Cleaning the channels of the lubrication system
To clean, remove the channel plugs. Then drive the sockets of the plugs with a countersink A.94016/10, put on the spindle A.94016, thoroughly rinse the channels with gasoline and blow with compressed air.
Using mandrel A.86010, press in new plugs and, for greater reliability, caulk each plug at three points with a core.
Main and connecting rod journals
Examination. Install the crankshaft on two prisms (pic. 2-36) and check with the indicator:
- runout of the main journals: maximum allowable 0.03 mm;
- beating of the landing surfaces under the sprocket and bearing of the input shaft of the gearbox; maximum allowable 0.04 mm;
- displacement of the axes of the connecting rod journals from the plane passing through the axes of the connecting rod and main journals; maximum allowable±0.35 mm;
- non-perpendicularity with respect to the axis of the crankshaft of the end surface of the flange. When turning the shaft, the indicator mounted on the side, at a distance of 34 mm (pic. 2-36) from the shaft axis, should not show runouts of more than 0.025 mm.
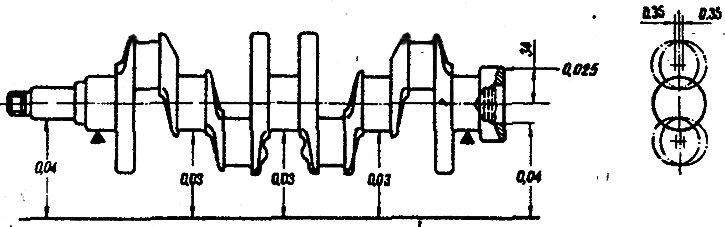
Pic. 2-36. Permissible runout of the main surfaces of the crankshaft
Cracks are not allowed on the main, connecting rod journals and on the cheeks of the crankshaft. If they are found, replace the shaft.
On the surfaces of the crankshaft, mating with the working edges of the seals, scratches, nicks and risks are not allowed.
Measure the diameters of the main and connecting rod journals. The necks should be ground if their wear is more than 0.03 mm or the ovality of the necks is more than 0.003 mm, and also if there are scratches and marks on the necks.
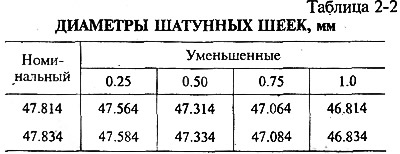
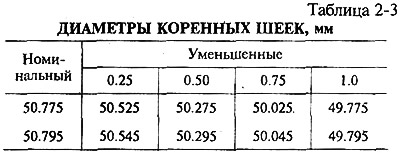
Neck grinding. Grind the main and connecting rod journals, reducing by 0.25 mm, so as to obtain, depending on the degree of wear, the diameters corresponding to the values given in Table. 2-2, 2-3 and neck fillet radii as shown in fig. 2-35.
After grinding and subsequent finishing of the necks, rinse the bladed shaft well to remove abrasive residues. Flush lubrication channels with removed plugs several times with gasoline under pressure. On the first cheek of the crankshaft, mark the amount of reduction of the main and connecting rod journals (for example, K 0.25; Ш 0.50). The ovality and taper of the main and connecting rod journals after grinding should be no more than 0.007 mm.
Main bearing shells
Do not perform any adjustment operations on the inserts. If there are scuffs, risks or delaminations, replace the liners.
Check the clearance between the liners and the crankshaft journals:
- place a piece of calibrated plastic wire on the neck to be checked;
- install the covers with main bearings, and tighten the fixing bolts of the covers to a torque of 80.36 Nm (8.2 kgf·m);
- remove the covers and according to the amount of flattening of the wire according to the packaging scale (pic. 2-37) determine the size of the gap.

The gap between the crankshaft journals and the liners can also be determined by calculation by measuring the diameters of the main journals, the beds for the liners and the thickness of the liners.
The nominal design gap is 0.050 -0.095 mm. If it is less than the limit (0.15 mm), you can use these earbuds again. If the gap is greater than the limit, replace the liners on these necks with new ones. If the crankshaft journals are worn and ground to repair size, then replace the liners with repair ones (increased thickness, see table 2-4). A sign of the correct assembly and mating of the necks with the liners is the free rotation of the crankshaft.
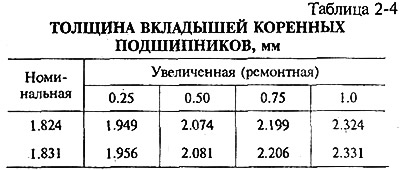
Numbers 0.25, 0.50, etc. indicate the amount of reduction in the diameter of the crankshaft journals after grinding.