
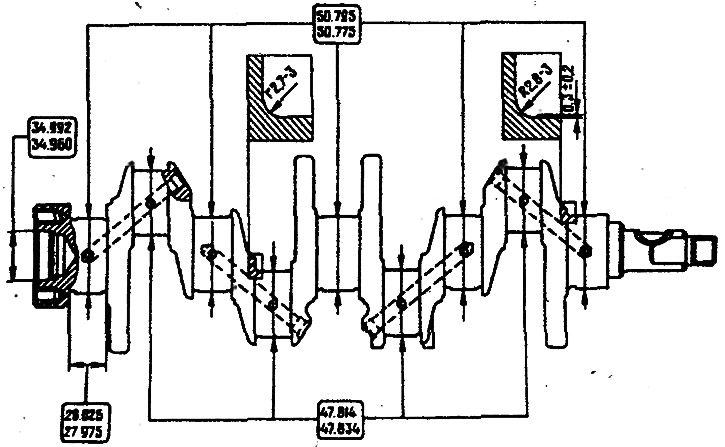
Сл. 2-35. Главне димензије клипњаче и главних рукаваца радилице и њихових увлака
Чишћење канала система за подмазивање
Да бисте очистили, уклоните чепове канала. Затим утисните утичнице утикача са упуштачем А.94016/10, ставите вретено А.94016, добро исперите канале бензином и дувајте компримованим ваздухом.
Користећи трн А.86010, утисните нове чепове и, ради веће поузданости, забришите сваки чеп на три тачке са језгром.
Главне и клипњаче
Провери. Инсталирајте радилицу на две призме (пиринач. 2-36) и проверите индикатором:
- отпуштање главних листова: максимално дозвољено 0,03 мм;
- ударање слетних површина испод ланчаника и лежаја улазног вратила мењача; максимално дозвољено 0,04 мм;
- померање оса клипњаче из равни која пролази кроз осе клипњаче и главних рукаваца; максимално дозвољено±0,35 мм;
- неуправност у односу на осу радилице крајње површине прирубнице. Приликом окретања осовине, индикатор је монтиран са стране, на растојању од 34 мм (пиринач. 2-36) од осе осовине, не би требало да показује избочине веће од 0,025 мм.
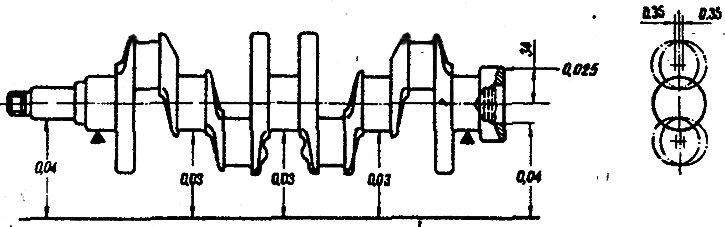
Сл. 2-36. Дозвољено истицање главних површина радилице
Пукотине нису дозвољене на главним, клипњачама и на образима радилице. Ако се пронађу, замените осовину.
На површинама радилице није дозвољено спајање са радним ивицама заптивки, огреботине, зарези и ризици.
Измерите пречнике главне и клипњаче. Вратове треба брусити ако је њихово хабање веће од 0,03 мм или овалност врата веће од 0,003 мм, као и ако на врату има огреботина и трагова.
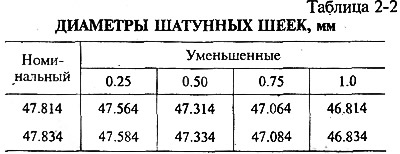
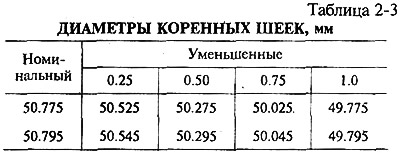
Вратови за брушење. Главне и клипњаче избрусити, смањујући за 0,25 мм, тако да се, у зависности од степена истрошености, добију пречници који одговарају вредностима датим у табели. 2-2, 2-3 и радијуси вратног филеа као што је приказано на сл. 2-35.
Након брушења и накнадне завршне обраде вратова, добро исперите осовину сечива да бисте уклонили остатке абразива. Испрати канале за подмазивање са уклоњеним чеповима неколико пута бензином под притиском. На првом образу радилице означите количину редукције главног и клипњача (на пример, К 0,25; Ш 0,50). Овалност и конус главних и клипних шипки након брушења не би требало да буду већи од 0,007 мм.
Шкољке главног лежаја
Немојте вршити никакве операције подешавања на облогама. Ако постоје огреботине, ризици или раслојавања, замените облоге.
Проверите зазор између кошуљица и носача радилице:
- ставите комад калибриране пластичне жице на врат да се провери;
- уградите поклопце са главним лежајевима и затегните причврсне завртње поклопаца на обртни момент од 80,36 Нм (8,2 кгф м);
- скините поклопце и према количини спљоштености жице према скали паковања (пиринач. 2-37) одредити величину празнине.

Размак између рукаваца радилице и кошуљица се такође може одредити прорачуном мерењем пречника главних рукаваца, лежишта за кошуљице и дебљине кошуљица.
Номинални пројектни зазор је 0,050 -0,095 мм. Ако је мањи од границе (0,15 мм), можете поново да користите ове слушалице. Ако је размак већи од границе, замените облоге на овим вратовима новим. Ако су рукавци радилице истрошени и брушени до величине поправке, замените облоге онима за поправку (повећана дебљина, види табелу 2-4). Знак правилног склапања и спајања грла са облогама је слободно окретање радилице.
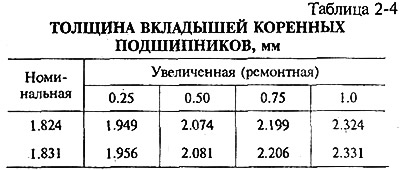
Бројеви 0,25, 0,50 итд. означавају количину смањења пречника рукаваца радилице након брушења.