
Пры выпрасоўцы калодкі магчымая разборка падшыпніка і вонкавая палова ўнутранага кольца можа застацца на калодцы. У гэтым выпадку яго здымаюць універсальным здымнікам. Для гэтага ў ступіца маюцца дзве спецыяльныя выемкі. Затым здымаюць стопорные кольцы 4 (мал. 101) і апраўкай 67.7853.9574 выпрасоўваюць падшыпнік з паваротнага кулака.

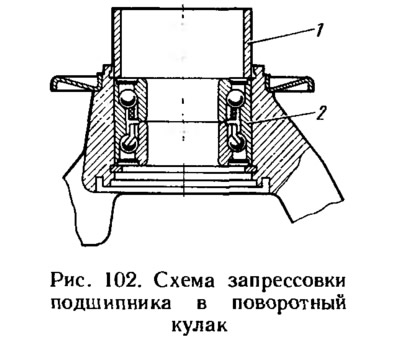
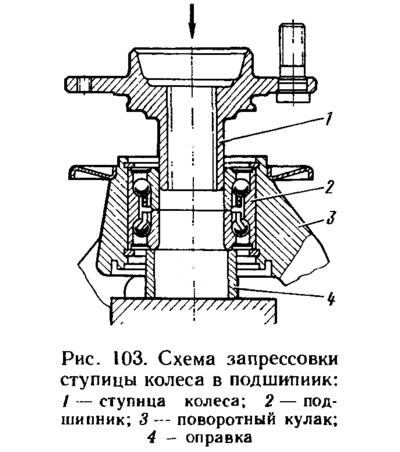
Новы падшыпнік усталёўваюць у наступным парадку: усталёўваюць вонкавае стопорное кольца 4 (гл. мал. 101) у паваротны кулак 6 і запрасоўваюць падшыпнік 5. Пры гэтым сочаць, каб апраўка 1 (мал. 102) душыла толькі на вонкавае кольца 2, інакш пашкоджанне. Затым усталёўваюць унутранае стопорное кольца і прыступаюць да запрэсоўкі калодкі тэхналагічнай апраўкай. Пры яе запрэсоўцы апраўка 4 (мал. 103) абавязкова павінна абапірацца на ўнутранае кольца падшыпніка.
Пасля ўсталёўкі паваротнага кулака ў зборы са ступіцай на аўтамабіль усталёўваюць новую ці былую ва ўжыванні, але на іншым аўтамабілі гайку і зацягваюць яе момантам 196,0-235 Н·м. Затым кантраляць гайку.
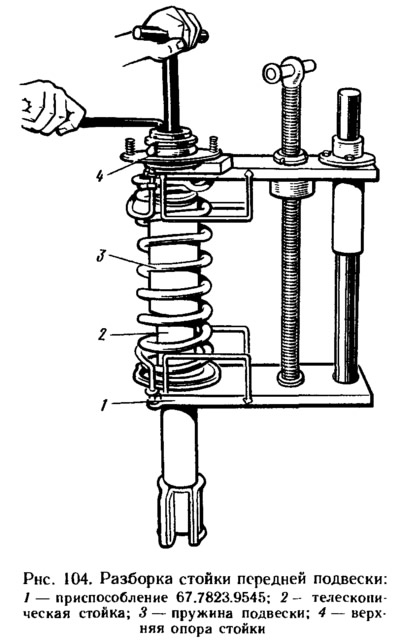
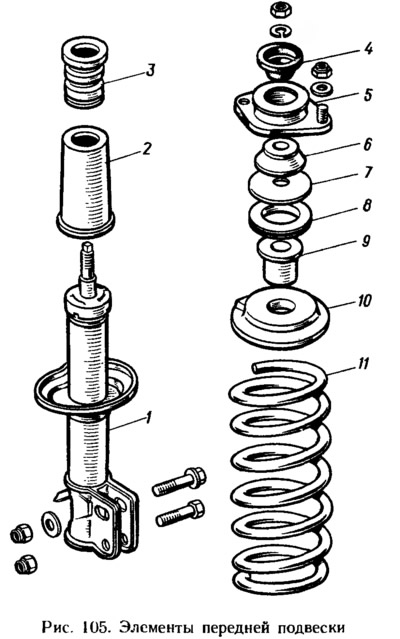
Усталяваўшы стойку падвескі ў прынаду 67.7823.9545 (мал. 104), сціскаюць спружыну падвескі. Утрымліваючы шток ключом А.57070, адкручваюць гайку на штоку. Здымаюць верхнюю апору 5 (мал. 105) у зборы з абоймамі 4 і 6, апорную шайбу 7, кольца 8 і ўтулку 9. Разгрузіўшы спружыну 11, здымаюць яе і верхні апорны кубак 10, а затым буфер 3 ходу сціску з кажухом 2. далейшай разборкай стойкі 1 правяраюць яе стан. Пры вертыкальным становішчы стойкі (штокам уверх) выконваюць некалькі поўных хадоў расцяжэнне-сціск, пасля чаго шток павінен перамяшчацца без правалаў і заяданняў. Высілак пры адбоі павінна быць больш, чым пры сціску. Пры гэтым не павінна быць грукаў і іншых старонніх шумоў. Не дапушчаецца таксама подтекание вадкасці, дэфармацыя і разбурэнне корпуса стойкі, апорнага кубка, кранштэйнаў.
Больш дакладная ацэнка працаздольнасці стойкі праводзіцца на дынамаметрычным стэндзе па знятай дыяграме, як паказана ў папярэдняй частцы.
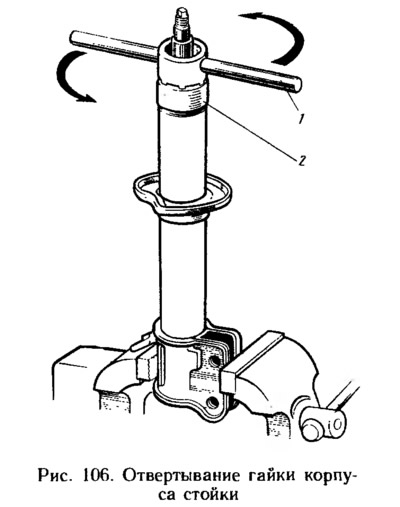
Пры неабходнасці рамонту стойкі заціскаюць яе кранштэйн у цісках так, каб шчокі кранштэйна былі перпендыкулярныя губкам ціскоў (мал. 106). Пры такім мацаванні выключаецца магчымасць дэфармацыі стойкі. Разбіраюць стойку, выкарыстоўваючы камплект прылады 67.7824.9518, у наступным парадку:
- адкручваюць ключом 1 (67.7811.9512) (гл. мал. 106) гайку 2 корпуса, вымаюць з корпуса стойкі шток 9 (гл. мал. 98) у зборы з сальнікам 2, накіроўвалай утулкай 3 штока, абмежавальнікам ходу сціску і дэталямі клапана аддачы і перепускного клапана;
- вымаюць з корпуса стойкі цыліндр 6 у зборы з клапанам сціску і зліваюць з цыліндру вадкасць;
- усталяваўшы клапан сціску ў апраўку з камплекта 67.7824.9518, заціскаюць яе ў цісках і злёгку калыхаюць рукой цыліндр да раз'яднання клапана сціску з цыліндрам;
- заціскаюць шток у цісках за лыскі на яго хваставіку і адкручваюць гайку 16 (гл. мал. 98) клапана аддачы, затым здымаюць са штока дэталі клапана аддачы 13, 14, 15, поршань 12 і дэталі перепускного клапана 10, 11; вызваліўшы корпус стойкі ад ціскоў, зліваюць з яго вадкасць;
- разбіраюць клапан сціску, для чаго здымаюць абойму 17, а затым паслядоўна вымаюць з корпуса спружыну, талерку 18 і кружэлкі 19 клапана сціску.
Зборку стойкі перадпакоя падвескі праводзяць у паслядоўнасці зваротнай разборцы з улікам наступнага:
- забяспечваюць чысціню працоўнага месца і ўсіх дэталяў стойкі;
- пераконваюцца, што ў вадкасці няма старонніх прымешак, пры неабходнасці фільтруюць яе, пераконваюцца, што разьбярства гайкі клапана аддачы не пашкоджаная пры яе адкручванні раскерненым штоком;
- аглядаюць шток у месцы кіравання; калі дэфармацыя разьбярства вялікая і не дазваляе навярнуць гайку клапана аддачы без пашкоджання яе разьбярства, то разьбярства штока калібруюць плашчаком;
- дросельная кружэлка клапана аддачы перадпакоя падвескі мае шэсць паз па вонкавым дыяметры, а дросельная кружэлка задняга амартызатара - чатыры;
- дросельная кружэлка клапана сціску стойкі перадпакоя падвескі мае тры пазы па ўнутраным дыяметры, а дросельная кружэлка задняга амартызатара - два;
- гайку клапана аддачы зацягваюць момантам 12,7-17,5 Н·м, пасля чаго контрят яе, раскерніўшы разьбовай канец штока ў недэфармаваных раней месцах;
- пасля зборкі клапана аддачы правяраюць наяўнасць вольнага ходу талеркі перепускного клапана;
- сальнік штока рэкамендуецца замяняць новым;
- працоўную паверхню сальніка (паміж ушчыльняльнымі беражкамі) напаўняюць змазкай Шрус-4 у колькасці 0,3-0,4 г;
- у корпус стойкі і ў цыліндр заліваюць (270±5) см3 вадкасці МГП-10, у задні амартызатар - (143±±) см3 гэтай жа вадкасці ;
- пасля зборкі клапана сціску пераконваюцца ў наяўнасці вольнага ходу талеркі і дыскаў клапана;
- клапан сціску запрасоўваюць у цыліндр трубчастай апраўкай з унутраным дыяметрам 33 мм, пасля чаго яшчэ раз пераконваюцца ў наяўнасці вольнага ходу талеркі і дыскаў;
- для ўсталёўкі і запрэсоўкі абоймы накіроўвалай утулкі штока выкарыстоўваюць трубчастую апраўку ўнутраным дыяметрам 35 мм;
- гайку корпуса стойкі зацягваюць пры цалкам высунутым штоку ключом 67.7811.9512, момант зацяжкі 117-147 Н·м, у задняга амартызатара момант зацяжкі 69-88 Н·м;
- на падвесцы ўсталёўваюць спружыны аднаго класа.
Спружыны па даўжыні пад кантрольнай нагрузкай дзеляцца на два класы: А і В. Спружыны класа А маркіруюцца жоўтай фарбай на вонкавым баку віткоў, а класа У — зялёнай. У выключных выпадках, калі на пярэдняй падвесцы ўсталяваныя спружыны класа А, а для задняй падвескі спружын гэтага класа няма, дапушчаецца ўсталёўка на задняй падвесцы спружын класа Ў. Але калі на перадпакоі падвесцы ўсталяваныя спружыны класа Ў, то на задняй падвесцы ўсталёўваюць спружыны толькі класа Ў. .
Заўвагі
1. Гл. разд «Зборка каробкі перадач».
2. Цыліндрычная апраўка дыяметрам 25 мм з апорным паяском дыяметрам 60 мм і шырынёй 6 мм мае хваставік даўжынёй 14 мм і дыяметрам 25 мм.