
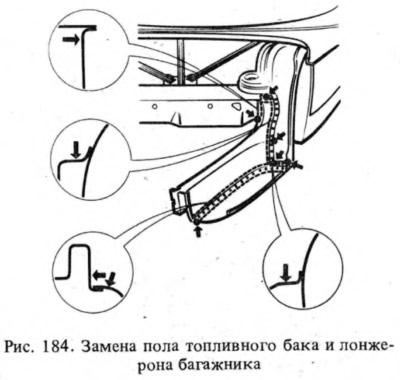
Vékony véső vágta le a csomagtartó padlóját (rizs. 183) és az üzemanyagtartály padlója (pótkerék) a csomagtartó oldaltagjaitól és a hátsó kerekek belső íveitől (rizs. 184). Az ábrákon szaggatott vonalak, a töredékeken nyilak jelzik a vágáshelyeket. A vágószerszámok eltávolítják a megmaradt elemeket, és a deformált éleiket darálóval lecsiszolják.
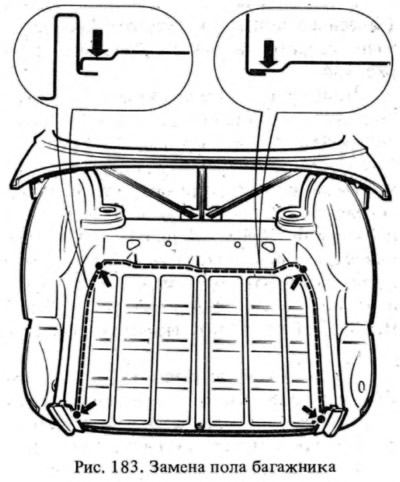
A hátsó kerekek belső íveiről és a kereszttartókról levágják a csomagtartó réteit, eltávolítják a maradék fémet és megtisztítják az üléseket. Szerelje be a helyükre az új csomagtartó betéteket, és rögzítse gázhegesztéssel L62, L68 forraszanyaggal az ábrán jelzett helyeken.
A csomagtartó aljára hegesztenek egy központi erősítőt, egy azbeszt tömítéssel ellátott tartót alá, és a fő hangtompító rögzítőelemeit. Az elektromos hegesztés 0,8 mm átmérőjű Sv-08G1S vagy Sv-08G2S huzallal, szén-dioxidos környezetben, 40-50 mm-enként pontokkal történik. A gázhegesztés L62, L68 sárgarézrudakkal megengedett.
A csomagtérpadló a helyére kerül, és a sarkoknál a jelzett pontokon gázhegesztéssel L62, L68 forraszanyaggal hegesztjük. A hátlapra erősítő van felszerelve, amelyet elektromos hegesztéssel hegesztenek szén-dioxid környezetben, 40 mm-enként pontokkal. Szerelje fel a helyére a hátlapot, és gázhegesztéssel rögzítse a karosszériaelemekhez (cm. "Hátsó panel csere").
Az üzemanyagtartály padlójának felszerelése (pótkerék) ábrán jelzett pontokon helyben és tapadós hegesztéssel. 184.
Az összes elakadt alkatrész előzetes ellenőrzése a hátsó sárvédők és a csomagtérfedél felakasztásával történik. Szüntesse meg az összeszerelési hibákat. Az alkatrészeket végül elektromos hegesztéssel hegesztik szén-dioxid környezetben, Sv-08G1S vagy Sv-08G2S huzallal, szakaszos varrással, 30 mm-enként 10 mm-es szakaszokban. Az elektromos hegesztéshez félautomata típusokat használnak "Sugár" vagy PDG-305. Az elektromos áram erőssége 50-90 A.
Gázhegesztés L62 vagy L68 forraszanyaggal 30-40 mm-es pontokkal megengedett.