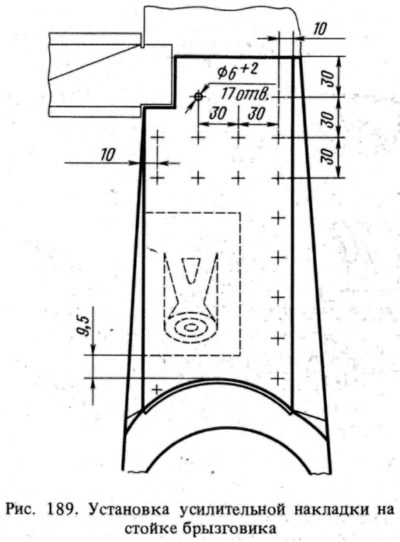
A konzolban lévő ütközőfurat középpontjának 97 mm-rel magasabban kell lennie, mint az első felfüggesztés felső karjának tengelye, ami 9,5 mm-es távolságnak felel meg a konzol élétől a rugóstag ívelt felületéig.
Az állvány deformációja esetén az oldalfelületek deformációjával a konzolt eltávolítják, és az állványt kiegyenesítik. Helyben gyártva 1,5 mm vastag acéllemezből (az állvány megerősítésére) ábrán látható méretek megtartásával fúrjunk bele 6-8 mm átmérőjű lyukakat. 189. Tisztítsa meg az állvány felületét, hegessze fel az alátétet elektromos ívhegesztéssel a kerület és a furatok körül. Ezután a pufferkonzolt hegesztik, megtartva a fent jelzett méreteket.