
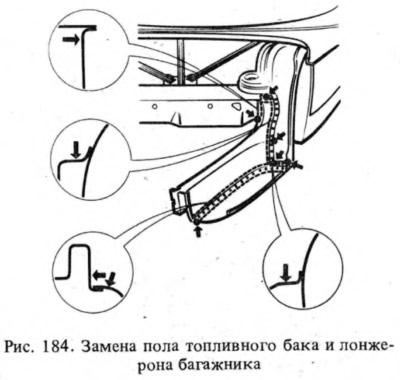
Tenký sekáč odreže podlahu kufra (ryža. 183) a dno palivovej nádrže (náhradné koleso) z bočných nosníkov kufra a vnútorných oblúkov zadných kolies (ryža. 184). Miesta výrubu sú na obrázkoch znázornené bodkovanými čiarami a na fragmentoch šípkami. Frézy odstraňujú zostávajúce prvky a brúsia ich deformované okraje pomocou brúsky.
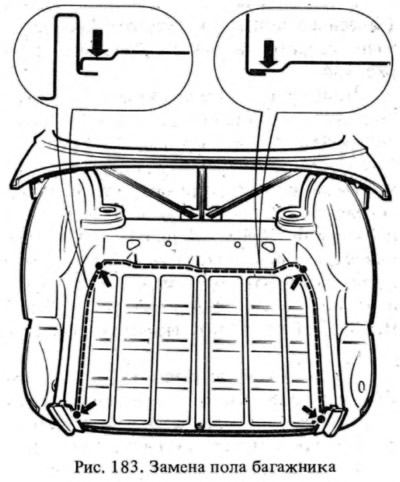
Z vnútorných oblúkov zadných kolies a priečnikov sa odrežú nosníky kufra, odstráni sa zvyšný kov a vyčistia sa sedadlá. Nainštalujte nové nosníky kufra na miesto a uchopte ich zváraním plynom pomocou spájky L62, L68 na miestach označených na obrázku.
Na spodok podlahy kufra je privarený centrálny zosilňovač, držiak s azbestovým tesnením pod ním a montážne konzoly pre hlavný tlmič výfuku. Elektrické zváranie sa vykonáva v prostredí oxidu uhličitého s bodkami každých 40-50 mm drôtom Sv-08G1S alebo Sv-08G2S s priemerom 0,8 mm. Plynové zváranie mosadznými tyčami L62, L68 je povolené.
Podlaha kufra je inštalovaná na mieste a zvarená v rohoch v označených bodoch plynovým zváraním spájkami L62, L68. Zosilňovač je inštalovaný na zadnom paneli a zváraný elektrickým zváraním v prostredí oxidu uhličitého s bodkami každých 40 mm. Nainštalujte zadný panel na miesto a prichyťte ho k prvkom karosérie zváraním plynom (cm. "Výmena zadného panelu").
Inštalácia dna palivovej nádrže (náhradné koleso) na mieste a bodovacie zváranie v bodoch označených na obr. 184.
Predbežná kontrola všetkých zaseknutých častí sa vykonáva zavesením zadných blatníkov a veka kufra. Odstráňte montážne chyby. Diely sa nakoniec zvárajú elektrickým zváraním v prostredí oxidu uhličitého drôtom Sv-08G1S alebo Sv-08G2S s prerušovaným švom v úsekoch 10 mm každých 30 mm. Na elektrické zváranie sa používajú poloautomatické typy "Ray" alebo PDG-305. Sila elektrického prúdu je 50-90 A.
Plynové zváranie spájkou L62 alebo L68 je povolené s bodkami cez 30-40 mm.