
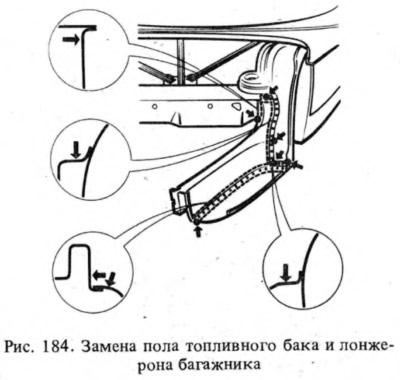
Dalta subțire a tăiat podeaua portbagajului (orez. 183) și podeaua rezervorului de combustibil (roată de rezervă) din lateralele portbagajului și din arcurile interioare ale roților din spate (orez. 184). Locurile de doborâre sunt indicate prin linii punctate în figuri și cu săgeți în fragmente. Frezele îndepărtează elementele rămase și le șlefuiesc marginile deformate cu o râșniță.
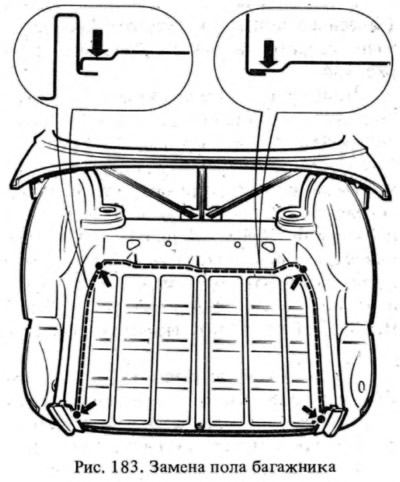
Barele portbagajului sunt tăiate de pe arcurile interioare ale roților din spate și traversele, metalul rămas este îndepărtat și scaunele sunt curățate. Instalați noile bare de trunchi la locul lor și prindeți-le prin sudare cu gaz cu lipire L62, L68 în locurile indicate în figură.
Un amplificator central, un suport cu o garnitură de azbest plasată sub acesta și suporturile de montare pentru toba de eșapament principală sunt sudate pe partea inferioară a podelei portbagajului. Sudarea electrică se realizează într-un mediu cu dioxid de carbon cu puncte la fiecare 40-50 mm cu sârmă Sv-08G1S sau Sv-08G2S cu diametrul de 0,8 mm. Este permisă sudarea cu gaz cu tije de alamă L62, L68.
Podeaua portbagajului este instalată pe loc și sudată la colțuri în punctele indicate prin sudare cu gaz cu lipituri L62, L68. Un amplificator este instalat pe panoul din spate și sudat prin sudare electrică într-un mediu cu dioxid de carbon cu puncte la fiecare 40 mm. Instalați panoul din spate la loc și prindeți-l de elementele corpului prin sudare cu gaz (cm. "Înlocuire panou din spate").
Montarea podelei rezervorului de combustibil (roată de rezervă) la loc și sudarea prin puncte în punctele indicate în Fig. 184.
Controlul preliminar al tuturor pieselor blocate se realizează prin agățarea aripilor spate și a capacului portbagajului. Eliminați defectele de asamblare. Piesele sunt în final sudate prin sudare electrică în mediu de dioxid de carbon cu sârmă Sv-08G1S sau Sv-08G2S cu o cusătură intermitentă în secțiuni de 10 mm la fiecare 30 mm. Pentru sudarea electrică se folosesc tipuri semi-automate "Ray" sau PDG-305. Puterea curentului electric este de 50-90 A.
Sudarea pe gaz cu lipire L62 sau L68 este permisă cu puncte până la 30-40 mm.