
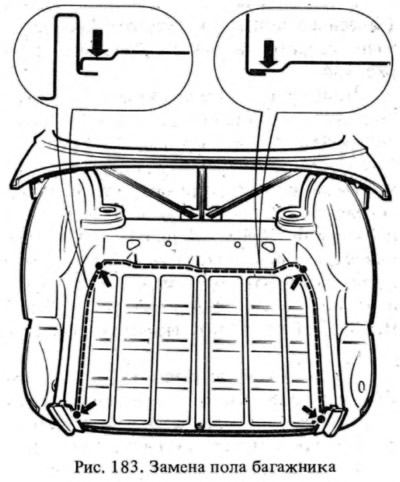
Cienkie dłuto odcięło podłogę bagażnika (Ryż. 183) i dno zbiornika paliwa (koło zapasowe) od podłużnic bagażnika i wewnętrznych nadkoli tylnych kół (Ryż. 184). Miejsca wyrębów zaznaczono na rycinach liniami przerywanymi, a na fragmentach strzałkami. Frezy usuwają pozostałe elementy i szlifują ich zdeformowane krawędzie za pomocą szlifierki.
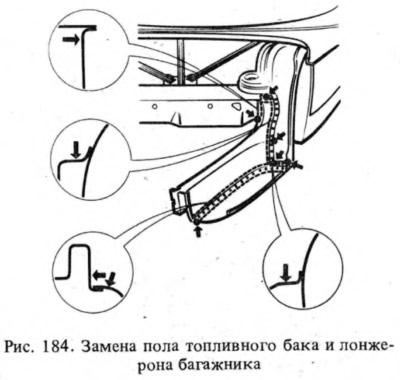
Drzewce bagażnika są odcinane od wewnętrznych nadkoli tylnych kół i belek poprzecznych, usuwany jest pozostały metal, a siedzenia są czyszczone. Zainstaluj nowe dźwigary pnia na miejscu i chwyć je spawaniem gazowym lutem L62, L68 w miejscach wskazanych na rysunku.
Do spodu podłogi bagażnika przyspawany jest wzmacniacz centralny, uchwyt z umieszczoną pod nim uszczelką azbestową oraz wsporniki montażowe tłumika głównego. Spawanie elektryczne odbywa się w środowisku dwutlenku węgla z punktami co 40-50 mm drutem Sv-08G1S lub Sv-08G2S o średnicy 0,8 mm. Dozwolone jest spawanie gazowe prętami mosiężnymi L62, L68.
Podłoga bagażnika jest montowana na miejscu i zgrzewana na rogach we wskazanych punktach metodą spawania gazowego lutami L62, L68. Wzmacniacz jest montowany na tylnym panelu i spawany metodą spawania elektrycznego w środowisku dwutlenku węgla z kropkami co 40 mm. Zamontować tylną ściankę na miejsce i chwycić ją za elementy korpusu metodą spawania gazowego (cm. "Wymiana tylnego panelu").
Montaż podłogi zbiornika paliwa (koło zapasowe) na miejscu i sczepić w punktach wskazanych na rys. 184.
Wstępną kontrolę wszystkich zablokowanych części przeprowadza się poprzez zawieszenie tylnych błotników i pokrywy bagażnika. Wyeliminuj błędy montażowe. Części są ostatecznie spawane przez spawanie elektryczne w środowisku dwutlenku węgla drutem Sv-08G1S lub Sv-08G2S ze szwem przerywanym w odcinkach 10 mm co 30 mm. Do spawania elektrycznego stosuje się typy półautomatyczne "Promień" lub PDG-305. Siła prądu elektrycznego wynosi 50-90 A.
Spawanie gazowe lutem L62 lub L68 jest dozwolone przy kropkach do 30-40 mm.