
1. Очистіть головку поршня від нагару. Якщо на поршні є задираки, сліди прогару, глибокі подряпини, тріщини, замініть поршень. Прочистіть канавки під поршневі кільця. Це зручно робити уламком старого кільця.

2. Прочистіть отвори для стікання олії відповідним шматком дроту.

3. Перевірте зазори між кільцями та канавками на поршні.
Номінальний зазор, мм:
- верхнє компресійне кільце 1…..0,04–0,075
- нижнє компресійне кільце 2…..0,03–0,065
- маслознімне кільце 3…..0,02–0,055
Гранично допустимий проміжок для всіх кілець – 0,15 мм.

4. Найбільш точно зазори можна визначити проміром кілець і канавок на поршні. Для цього заміряйте мікрометром товщину кілець в декількох місцях по колу

5. Потім за допомогою набору щупів виміряйте ширину канавок також в декількох місцях по колу. Обчисліть середні значення зазорів (різниця між товщиною кільця та шириною канавки). Якщо хоча б один із зазорів перевищує гранично допустимий, замініть поршень із кільцями.

6. Виміряйте зазори в замках кілець, вставивши кільце у спеціальну оправку. За відсутності оправки вставте кільце в циліндр (в якому воно працювало), просуньте поршнем як оправкою кільце в циліндр, щоб воно встановилося в ньому рівно, без перекосів

7. і щупом виміряйте зазор в замку кільця. Номінальний зазор повинен бути 0,25-0,45 мм, гранично допустимий (внаслідок зносу) - 1,0 мм. Якщо зазор перевищує допустимий, замініть кільце.

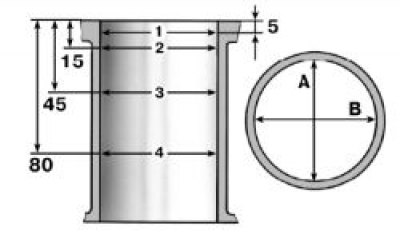
4.15. Місця вимірювання циліндра
8. Якщо зазор менший за 0,25 мм, акуратно сточіть надфілем торці кільця.
9. Перевірте зазори між поршнями та циліндрами. Зазор визначається як різницю між вимірюваними діаметрами поршня та циліндра. Номінальний зазор дорівнює 0,025-0,045 мм, гранично допустимий - 0,15 мм. Якщо зазор не перевищує 0,15 мм, можна підібрати поршні з наступних класів, щоб зазор був якомога ближче до номінального. Якщо проміжок перевищує 0,15 мм, розточіть циліндри під наступний ремонтний розмір і встановіть поршні відповідного ремонтного розміру. Виміряйте діаметр поршня на відстані 55 мм від його днища у площині, перпендикулярній до поршневого пальця.

10. Потім виміряйте діаметри циліндра у двох перпендикулярних площинах (рис.Місця вимірювання циліндра) (вздовж В і поперек А блоку циліндрів) і в чотирьох поясах (1, 2, 3 та 4). Для цього необхідний спеціальний прилад – нутромір.
11. При заміні деталей шатунно-поршневої групи необхідно підібрати поршні до циліндрів за класом та однієї групи за масою, а також поршневі пальці до поршня за класом і шатуни за масою. Для підбору поршнів до циліндрів обчисліть проміжок між ними.
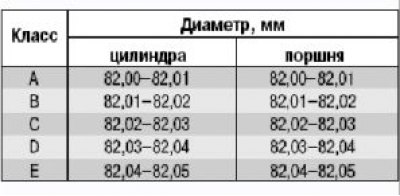
12. Для зручності підбору поршнів до циліндрів поршні та циліндри в залежності від діаметрів ділять на п'ять класів: A, B, C, D, E (табл. Номінальні розміри циліндрів та поршнів).
У запасні частини поставляють поршні номінального розміру трьох класів A, C, E та двох ремонтних розмірів. Перший ремонтний – збільшений на 0,4 мм, другий – на 0,8 мм.
По масі поршні розбиті втричі групи: нормальна, збільшена на 5 р і зменшена на 5 р. На двигун необхідно встановлювати поршні однієї групи.
Для поршнів ремонтних розмірів запчастини поставляються кільця ремонтних розмірів, збільшених на 0,4 мм і на 0,8 мм. На кільцях першого ремонтного розміру вибито число «40», другого – «80».
Номінальні розміри циліндрів та поршнів
13. На блоці циліндрів група циліндрів вибита на нижній площині блоку (привалкова поверхня під масляний картер) навпроти кожного циліндра.

14. На днищі поршня вибиті такі дані:
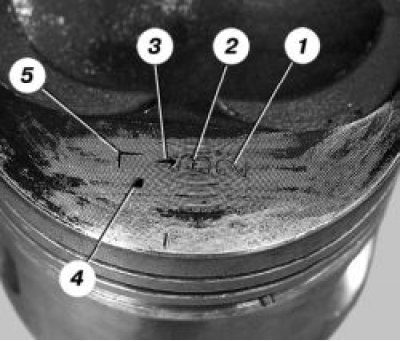
- 1 – клас поршня по отвору під палець;
- 2 – клас поршня за діаметром;
- 3 – стрілка, що показує напрямок установки поршня;
- 4 – ремонтний розмір (1-й ремонтний - трикутник, 2-й ремонтний - квадрат);
- 5 – група за масою (нормальна – «Г», збільшена на 5 г – «+», зменшена на 5 г – «–»).
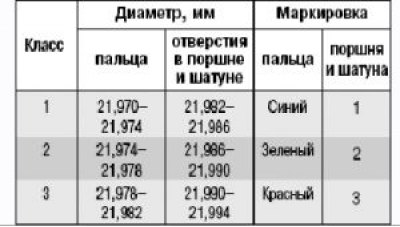
15. Замініть пальці з тріщинами. Палець повинен легко входити в поршень зусилля великого пальця руки. Вставте палець у поршень. Якщо при похитуванні пальця відчувається люфт, замініть поршень. При заміні поршня підберіть до нього палець за класом (табл. Класи поршневих пальців, поршнів та шатунів). Поршневі пальці розбиті діаметром на три класи (1, 2, 3-й) через 0,004мм. Маркування класу пальця нанесено на його торець фарбою. Клас поршня на пальці вибитий на дно поршня, клас шатуна на пальці — на кришці шатуна.

Класи поршневих пальців, поршнів та шатунів
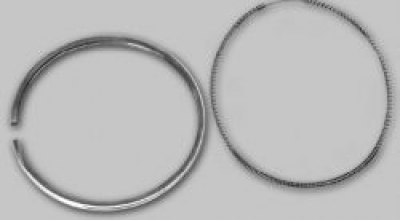
16. Замініть зламані кільця та розширювач олійного кільця.
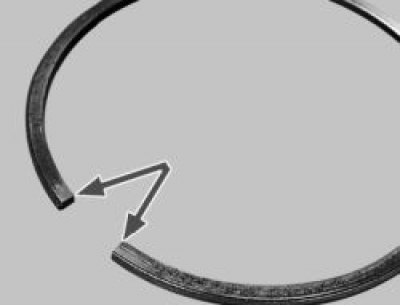
17. Замініть зламані або тріснуті стопорні кільця, що утримують поршневий палець. Кінці стопорних кілець повинні бути в одній площині. Погнуті кільця замініть.

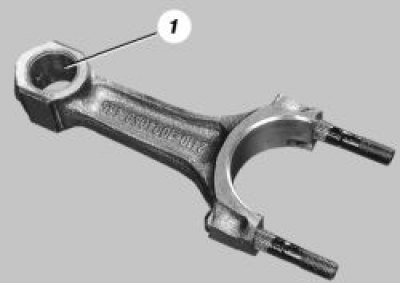
18. Замініть погнуті шатуни. Замініть шатун, якщо у втулці 1 верхньої головки є задираки та глибокі подряпини. Замініть шатун, якщо при розбиранні двигуна було виявлено, що шатунні вкладиші перевірили в шатуні.
Попередження! Шатуни обробляють разом із кришками, тому їх не можна розукомплектовувати.
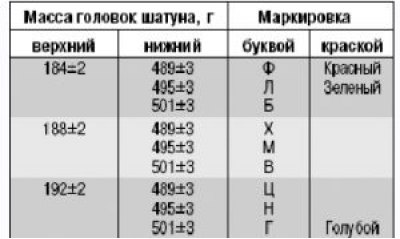
19. Вставте палець у верхню головку шатуна. Якщо при похитуванні пальця відчувається люфт, замініть шатун. Шатуни у зборі з кришками по масі верхньої та нижньої головок розділені на класи (табл. Клас шатуна по масі верхньої та нижньої головок).

Клас шатуна по масі верхньої та нижньої головок
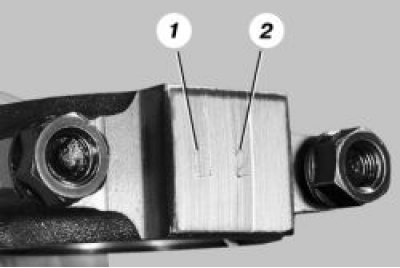
20. У двигун треба встановлювати шатуни одного класу. Маркування шатуна нанесено на його кришку: 1 – клас шатуна за масою (літера чи фарба); 2 – клас шатуна на пальці.
21. Якщо на поверхнях, на яких працюють сальники, є глибокі ризики, подряпини, вибоїни, колінчастий вал необхідно замінити.

22. Проміряйте корінні та шатунні шийки колінчастого валу.

Номінальні діаметри шийок колінчастого валу, мм:
- корінних 50,799-50,819
- шатунних 47,830-47,850
Якщо зношування шийок і овальність шийок перевищують 0,03 мм, потрібно прошліфувати їх до найближчого ремонтного розміру.
Існує чотири ремонтні розміри зі зменшенням діаметра шийок:
- 1-й – 0,25 мм;
- 2-й – 0,5 мм;
- 3-й – 0,75 мм;
- 4-й – 1,00 мм.
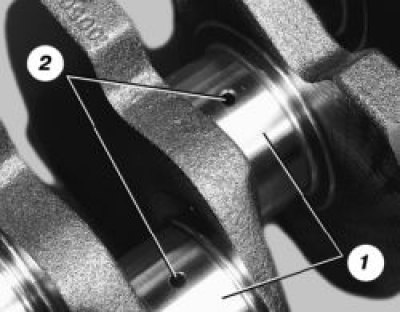
23. Якщо на корінних та шатунних шийках 1 є незначні задираки, ризики, подряпини, потрібно прошліфувати їх до найближчого ремонтного розміру. Цю роботу рекомендується виконувати у спеціалізованій майстерні. Після відполіруйте шийки і притупіть абразивним конусом гострі кромки фасок масляних каналів. Овальність та конусність всіх шийок після шліфування не повинні перевищувати 0,005 мм. Після шліфування шийок встановіть вкладки ремонтних розмірів.
24. Якщо на робочих поверхнях завзятих напівкілець з'явилися задираки, ризики та відшарування, замініть півкільця. На півкільцях забороняється проводити будь-які підгоночні роботи.

25. Виміряйте осьовий зазор колінчастого валу. Для цього встановіть колінчастий вал і наполегливі півкільця в блок циліндрів і затягніть болти кріплення кришок корінних підшипників.

26. Встановіть індикатор так, щоб його ніжка упиралася у фланець валу. Посуньте колінчастий вал до упору від індикатора та встановіть стрілку індикатора на нуль. Посуньте вал у зворотний бік. Індикатор покаже розмір зазору. Номінальний осьовий зазор колінчастого валу дорівнює 0,06-0,26 мм, гранично допустимий - 0,35 мм. Якщо зазор перевищує гранично допустимий, замініть наполегливі півкільця. У запчастини поставляють завзяті півкільця двох розмірів: номінального – 2,31–2,36 мм та ремонтного (збільшеного на 0,127 мм) - 2,437-2,487 мм.

27. Огляньте шатунні та корінні вкладиші. Якщо на них є тріщини, задираки, фарбування, замініть вкладиші. На вкладишах забороняється проводити будь-які підгоночні роботи.

Номінальна товщина вкладишів, мм:
- корінних. 1,824-1,831
- шатунних. 1,723-1,730
Вкладиші поставляють у запасні частини чотирьох ремонтних розмірів збільшеної товщини:
- 1-й - на 0,25 мм;
- 2-й - на 0,5 мм;
- 3-й - на 0,75 мм;
- 4-й - на 1,00 мм.
28. Перевірте зазори між вкладками корінних підшипників і шийками колінчастого валу. Цю роботу рекомендується виконувати у спеціалізованій майстерні. Виміряйте діаметри шийок та корінних підшипників, встановивши кришки з вкладишами на блок та затягнувши їх відповідними моментами. Обчисліть проміжок.

Зазори між вкладишами та шийками колінчастого валу для корінних підшипників:
- номінальний - 0,026-0,073 мм, гранично допустимий - 0,15 мм.
Зазори між вкладишами та шийками колінчастого валу для шатунних підшипників:
- номінальний – 0,02–0,07 мм, гранично допустимий – 0,1 мм.
Якщо зазор перевищує допустимий, колінчастий вал необхідно прошліфувати під наступний ремонтний розмір.
У спеціалізованій майстерні можна заміряти биття шийок колінчастого валу. Биття має становити:
- корінні шийки та посадкова поверхня під провідну шестерню масляного насоса – не більше 0,03 мм;
- посадкова поверхня під маховик - не більше 0,04 мм;
- посадкова поверхня під шківи та сальники - не більше 0,05 мм.
29. Ретельно прочистіть та промийте масляні канали колінчастого валу.

30. При виконанні роботи не рекомендується випресовувати заглушки самостійно, для цього зверніться до спеціалізованої майстерні.

31. Ретельно очистіть поверхні блоку циліндрів від залишків старих ущільнювальних прокладок. Уважно огляньте блок. Якщо ви виявите тріщини, блок треба замінити у зборі з кришками корінних підшипників.

32. Перевірте герметичність сорочки охолодження блоку циліндрів. Для цього заглушіть отвір під водяний насос (встановивши насос із прокладкою) і залийте Тосол-А40 у сорочку охолодження. Якщо в якомусь місці помітна текти, значить блок негерметичний і його треба замінити.

33. Огляньте циліндри. Якщо на дзеркалі циліндрів є подряпини, задираки, раковини, розточіть циліндри під ремонтний розмір (цю роботу рекомендується виконувати у спеціалізованій майстерні) або замініть блок циліндрів. При різних дефектах завглибшки понад 0,8 мм блок ремонту не підлягає і його треба замінити.

34. Очистіть нагар у верхній частині циліндрів. Якщо там утворився поясок внаслідок зношування циліндрів, зніміть його шабером. Перевірте знос циліндрів, вимірявши їх діаметри.
