
1. Očistite glavu klipa od naslaga ugljika. Ako klip ima tragove ogrebotina, tragove izgaranja, duboke ogrebotine, pukotine, zamijenite klip. Očistite utore za klipne prstenove. Pogodno je to učiniti s komadom starog prstena.

2. Očistite otvore za ispuštanje ulja odgovarajućim komadom žice.

3. Provjerite zazore između prstenova i utora na klipu.
Nazivni razmak, mm:
- gornji kompresijski prsten 1…..0,04–0,075
- donji kompresijski prsten 2…..0,03–0,065
- prsten za struganje ulja 3…..0,02–0,055
Maksimalni dopušteni razmak za sve prstenove je 0,15 mm.

4. Najtočniji razmaci mogu se odrediti mjerenjem prstenova i utora na klipu. Da biste to učinili, izmjerite debljinu prstena mikrometrom na nekoliko mjesta duž oboda..

5.... zatim, koristeći set mjerača, izmjerite širinu utora također na nekoliko mjesta po obodu. Izračunajte prosječne razmake (razlika između debljine prstena i širine utora). Ako barem jedan od razmaka premašuje maksimalno dopušteno, zamijenite klip prstenovima.

6. Izmjerite razmake u bravama prstenova umetanjem prstena u poseban trn. Ako nema trna, umetnite prsten u cilindar (u kojem je radilo), gurnite klip poput trna u cilindar tako da se u njega ugradi ravnomjerno, bez izobličenja..

7.... i izmjerite razmak u prstenastoj bravi s mjernim mjernim instrumentom. Nazivni razmak mora biti 0,25–0,45 mm, što je maksimalno dopušteno (kao rezultat trošenja) - 1,0 mm. Ako razmak premašuje ograničenje, zamijenite prsten.

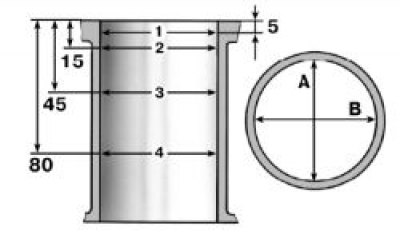
4.15. Mjerne točke cilindra
8. Ako je razmak manji od 0,25 mm, pažljivo izbrusite krajeve prstena turpijom za igle.
9. Provjerite zazore između klipova i cilindara. Zazor se definira kao razlika između izmjerenih promjera klipa i cilindra. Nazivni razmak je 0,025–0,045 mm, najveći dopušteni razmak je 0,15 mm. Ako razmak ne prelazi 0,15 mm, mogu se odabrati klipovi iz sljedećih klasa tako da razmak bude što bliži nominalnom. Ako zazor premašuje 0,15 mm, izbušite cilindre na sljedeću nadmjeru i ugradite klipove odgovarajuće nadmjere. Izmjerite promjer klipa na udaljenosti od 55 mm od njegovog dna u ravnini okomitoj na osovinicu klipa.

10. Zatim izmjerite promjere cilindra u dvije okomite ravnine (sl. Mjerne točke cilindra) (duž B i preko A bloka cilindra) i četiri pojasa (1, 2, 3 i 4). Da biste to učinili, potreban vam je poseban uređaj - čeljust.
11. Pri zamjeni dijelova grupe klipnjača i klipa potrebno je odabrati klipove za cilindre po klasama i jednu skupinu po masi, kao i klipnjače za klipove po klasama i klipnjače po masi. Kako biste uskladili klipove s cilindrima, izračunajte razmak između njih.
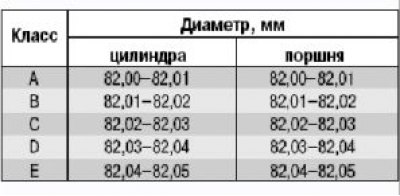
12. Radi lakšeg odabira klipova za cilindre, klipovi i cilindri su podijeljeni u pet klasa ovisno o promjeru: A, B, C, D, E (tab. Nazivne veličine cilindara i klipova).
Rezervni dijelovi se isporučuju s klipovima nazivne veličine u tri klase A, C, E i dvije veličine za popravak. Prvi popravak - povećan za 0,4 mm, drugi - za 0,8 mm.
Po masi se klipovi dijele u tri skupine: normalni, povećani za 5 g i smanjeni za 5 g. Klipovi iste skupine moraju biti ugrađeni na motor.
Za predimenzionirane klipove isporučuju se kao rezervni dijelovi predimenzionirani prstenovi uvećani za 0,4 mm i 0,8 mm. Na prstenovima prve veličine popravka utisnut je broj «40», drugi - «80».
Nazivne veličine cilindara i klipova
13. Na bloku cilindra, grupa cilindara je utisnuta na donjoj ravnini bloka (spojna površina za korito ulja) nasuprot svakog cilindra.

14. Na dnu klipa utisnuti su sljedeći podaci:
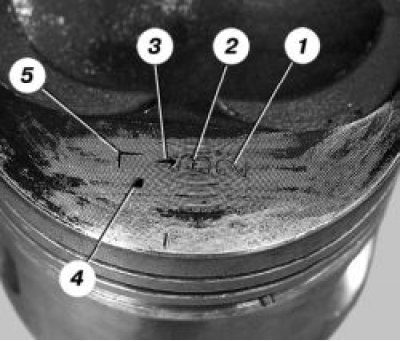
- 1 - klasa klipa prema rupi za prst;
- 2 – klasa klipa po promjeru;
- 3 - strelica koja pokazuje smjer ugradnje klipa;
- 4 - veličina popravka (1. popravak - trokut, 2. popravak - kvadrat);
- 5 - skupina po težini (normalno - «G», povećan za 5 g - «+», snižena za 5 g - «–»).
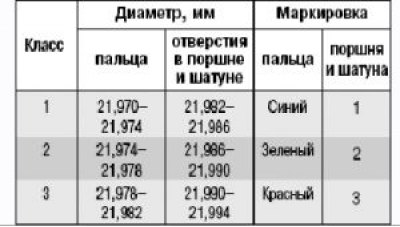
15. Zamijenite napukle prste. Prst bi trebao lako ući u klip snagom palca. Umetnite prst u klip. Ako se osjeti zračnost pri tresenju prsta, zamijenite klip. Prilikom zamjene klipa odaberite prst prema klasi (tab. Klase klipnih osovinica, klipova i klipnjača). Klipne osovinice se prema promjeru dijele u tri klase (1., 2., 3) kroz 0,004 mm. Oznaka klase prstiju nanosi se bojom na njegovu čeonu stranu. Klasa klipa na prstu je utisnuta na dnu klipa, klasa klipnjače na prstu je na poklopcu klipnjače.

Klase klipnih osovinica, klipova i klipnjača
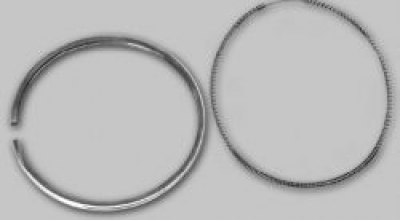
16. Zamijenite slomljene prstenove i ekspander uljnih prstenova.
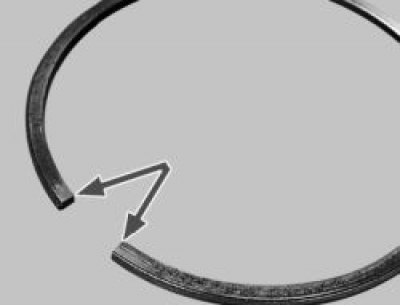
17. Zamijenite slomljene ili napukle prstenove koji drže osovinicu klipa. Krajevi pričvrsnih prstenova moraju biti u istoj ravnini. Zamijenite savijene prstenove.

18. Zamijenite savijene klipnjače. Zamijenite klipnjaču ako postoje brazde i duboke ogrebotine u rukavcu 1 gornje glave. Zamijenite klipnjaču ako se tijekom rastavljanja motora utvrdi da su se ležajevi klipnjače okrenuli u klipnjači.
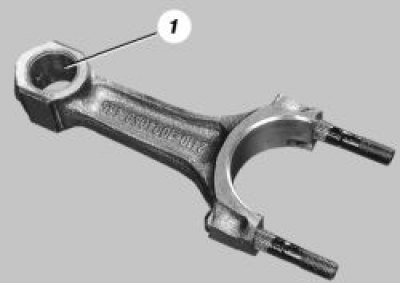
Upozorenje! Klipnjače se obrađuju zajedno s poklopcima, tako da se ne mogu rastaviti.
19. Umetnite prst u gornju glavu šipke. Ako se osjeti zračnost kada se prst miče, zamijenite klipnjaču. Klipnjače s poklopcima dijele se u klase prema masi gornje i donje glave (tab. Težina klipnjače za gornju i donju glavu).

Težina klipnjače za gornju i donju glavu
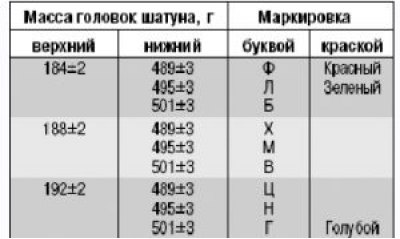
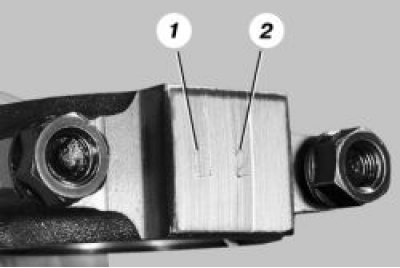
20. U motor moraju biti ugrađene klipnjače iste klase. Klipnjača je na svom poklopcu označena: 1 - težina klipnjače (slovo ili boja); 2 - klasa klipnjače na prstu.
21. Ako postoje duboke ogrebotine, ogrebotine, urezi na površinama na kojima brtve rade, radilica se mora zamijeniti.

22. Izmjerite glavni rukavac i klipnjaču koljenastog vratila.

Nazivni promjeri rukavaca radilice, mm:
- autohtoni…..50.799–50.819
- klipnjača…..47.830–47.850
Ako istrošenost rukavaca i ovalnost rukavaca prelazi 0,03 mm, moraju se brusiti na najbližu veličinu popravka.
Postoje četiri veličine popravka sa smanjenjem promjera vrata:
- 1. - 0,25 mm;
- 2. - 0,5 mm;
- 3. - 0,75 mm;
- 4. - 1,00 mm.
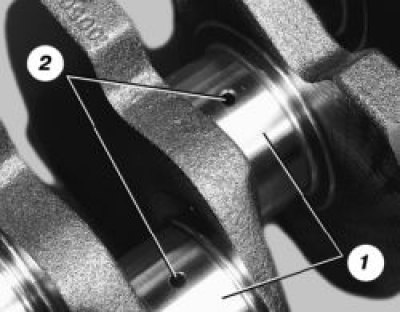
23. Ako postoje manje ogrebotine, rizici, ogrebotine na glavnim rukavcima i klipnjačama 1, morate ih izbrusiti na najbližu veličinu popravka. Ovaj rad se preporuča izvesti u specijaliziranoj radionici. Zatim ispolirajte vratove i otupite oštre rubove skošenja uljnih kanala abrazivnim konusom 2. Operite koljenasto vratilo i propuhajte uljne kanale komprimiranim zrakom. Ovalnost i konusnost svih grlića nakon brušenja ne smije biti veća od 0,005 mm. Nakon brušenja vratova, postavite čahure popravnih veličina.
24. Ako se na radnim površinama potisnih poluprstenova pojave brazde, rizici i raslojavanje, zamijenite poluprstenove. Zabranjeno je obavljati bilo kakve radove na montaži poluprstenova.

25. Izmjerite aksijalni zazor koljenastog vratila. Da biste to učinili, ugradite radilicu i potisne podloške u blok cilindra i zategnite vijke koji pričvršćuju poklopce glavnih ležajeva.

26. Instalirajte indikator tako da njegova noga leži na prirubnici osovine. Gurnite radilicu do kraja od indikatora i postavite iglu indikatora na nulu. Gurnite osovinu natrag. Indikator će pokazati razmak. Nazivni aksijalni zazor koljenastog vratila je 0,06–0,26 mm, najveći dopušteni 0,35 mm. Ako razmak premašuje najveći dopušteni, zamijenite potisne poluprstenove. Rezervni dijelovi se isporučuju s potisnim poluprstenovima dvije veličine: nazivni - 2,31–2,36 mm i popravak (povećan za 0,127 mm) - 2,437–2,487 mm.

27. Pregledajte klipnjaču i glavne ležajeve. Ako imaju pukotine, ogrebotine, krhotine, zamijenite obloge. Zabranjeno je obavljati bilo kakve radove podešavanja na košuljicama.

Nazivna debljina obloga, mm:
- autohtoni…..1.824–1.831
- klipnjača…..1.723–1.730
Obloge se isporučuju kao rezervni dijelovi u četiri popravne veličine povećane debljine:
- 1. - za 0,25 mm;
- 2. - za 0,5 mm;
- 3. - za 0,75 mm;
- 4. - za 1,00 mm.
28. Provjerite zazore između labavih listova radikalnih ležajeva i vratova koljenastog vratila. Ovaj rad se preporuča izvesti u specijaliziranoj radionici. Izmjerite promjere rukavaca i glavnih ležajeva ugradnjom kapica s košuljicama na blok i pritezanjem odgovarajućim zakretnim momentom. Izračunajte klirens.

Zazori između košuljica i rukavaca radilice za glavne ležajeve:
- nominalno - 0,026–0,073 mm, maksimalno dopušteno - 0,15 mm.
Zazori između košuljica i rukavaca radilice za ležajeve klipnjača:
- nominalno - 0,02–0,07 mm, maksimalno dopušteno - 0,1 mm.
Ako razmak premašuje maksimalno dopušteno, radilica se mora brusiti na sljedeću veličinu popravka.
U specijaliziranoj radionici može se izmjeriti odstupanje rukavaca radilice. Otkucaj bi trebao biti:
- glavni rukavci i dosjedna površina za pogonski zupčanik pumpe za ulje - ne više od 0,03 mm;
- površina za slijetanje ispod zamašnjaka - ne više od 0,04 mm;
- površina za slijetanje remenica i brtvila - ne više od 0,05 mm.
29. Temeljito očistite i isperite uljne kanale radilice.

30. Prilikom izvođenja radova ne preporuča se da sami istiskujete čepove, za to se obratite specijaliziranoj radionici.

31. Temeljito očistite površine bloka cilindra od ostataka starih brtvila. Pažljivo provjerite blok. Ako se pronađu pukotine, blok se mora zamijeniti zajedno s poklopcima glavnih ležajeva.

32. Provjerite nepropusnost plašta za hlađenje bloka cilindara. Da biste to učinili, začepite rupu za vodenu pumpu (ugradnja pumpe s brtvom) i ulijte Tosol-A40 u rashladni plašt. Ako se na bilo kojem mjestu primijeti curenje, tada blok curi i mora se zamijeniti.

33. Pregledajte cilindre. Ako na ogledalu cilindra ima ogrebotina, ogrebotina, školjki, izbušite cilindre na veličinu za popravak (ovaj rad se preporuča obaviti u specijaliziranoj radionici) ili zamijeniti blok cilindra. S različitim nedostacima dubljim od 0,8 mm, jedinica se ne može popraviti i mora se zamijeniti.

34. Očistite naslage u gornjem dijelu cilindara. Ako se tamo stvorio remen zbog istrošenosti cilindra, uklonite ga strugačem. Provjerite istrošenost cilindara mjerenjem njihovih promjera.
