
1. Clean the piston head from carbon deposits. If the piston has scuff marks, traces of burnout, deep scratches, cracks, replace the piston. Clean the grooves for the piston rings. It is convenient to do this with a piece of the old ring.

2. Clean the oil drain holes with a suitable piece of wire.

3. Check up backlashes between rings and grooves on the piston.
Nominal clearance, mm:
- upper compression ring 1…..0.04–0.075
- lower compression ring 2…..0.03–0.065
- oil scraper ring 3…..0.02–0.055
The maximum allowable clearance for all rings is 0.15 mm.

4. The most accurate gaps can be determined by measuring the rings and grooves on the piston. To do this, measure the thickness of the rings with a micrometer in several places along the circumference..

5.... then, using a set of feeler gauges, measure the width of the grooves also in several places along the circumference. Calculate Average Clearances (difference between ring thickness and groove width). If at least one of the gaps exceeds the maximum allowable, replace the piston with rings.

6. Measure the gaps in the locks of the rings by inserting the ring into a special mandrel. If there is no mandrel, insert the ring into the cylinder (in which it worked), push the piston like a mandrel into the cylinder so that it is installed in it evenly, without distortions..

7.... and measure the gap in the ring lock with a feeler gauge. The nominal gap must be 0.25–0.45 mm, the maximum allowable (as a result of wear) - 1.0 mm. If the gap exceeds the limit, replace the ring.

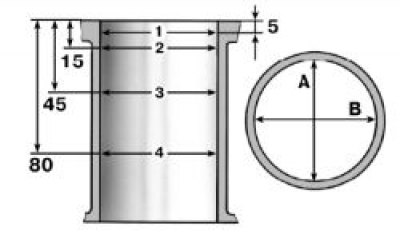
4.15. Cylinder measuring points
8. If the gap is less than 0.25 mm, carefully grind off the ends of the ring with a needle file.
9. Check up backlashes between pistons and cylinders. The clearance is defined as the difference between the measured piston and cylinder diameters. The nominal gap is 0.025–0.045 mm, the maximum allowable gap is 0.15 mm. If the gap does not exceed 0.15 mm, pistons from subsequent classes can be selected so that the gap is as close to the nominal as possible. If the clearance exceeds 0.15 mm, bore the cylinders to the next oversize and install pistons of the correct oversize. Measure the piston diameter at a distance of 55 mm from its bottom in a plane perpendicular to the piston pin.

10. Then measure the cylinder diameters in two perpendicular planes (fig. Cylinder measurement points) (along B and across A of the cylinder block) and four belts (1, 2, 3 and 4). To do this, you need a special device - a caliper.
11. When replacing parts of the connecting rod and piston group, it is necessary to select pistons for cylinders by class and one group by weight, as well as piston pins for pistons by class and connecting rods by weight. To match pistons to cylinders, calculate the gap between them.
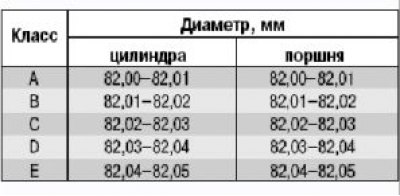
12. For the convenience of selecting pistons for cylinders, pistons and cylinders are divided into five classes depending on the diameters: A, B, C, D, E (tab. Nominal sizes of cylinders and pistons).
Spare parts are supplied with pistons of nominal size in three classes A, C, E and two repair sizes. The first repair - increased by 0.4 mm, the second - by 0.8 mm.
By weight, the pistons are divided into three groups: normal, increased by 5 g and reduced by 5 g. Pistons of the same group must be installed on the engine.
For oversized pistons, oversized rings are supplied as spare parts, increased by 0.4 mm and 0.8 mm. On the rings of the first repair size, a number is stamped «40», the second - «80».
Nominal sizes of cylinders and pistons
13. On the cylinder block, a group of cylinders is embossed on the bottom plane of the block (mating surface for oil sump) opposite each cylinder.

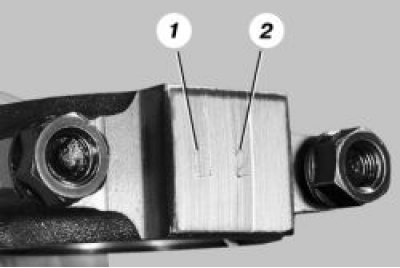
14. The following data is stamped on the bottom of the piston:
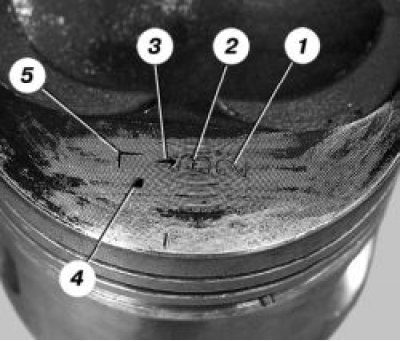
- 1 - piston class according to the hole for the finger;
- 2 – piston class by diameter;
- 3 - an arrow showing the direction of installation of the piston;
- 4 - repair size (1st repair - triangle, 2nd repair - square);
- 5 - group by weight (normal - «G», increased by 5 g - «+», reduced by 5 g - «–»).
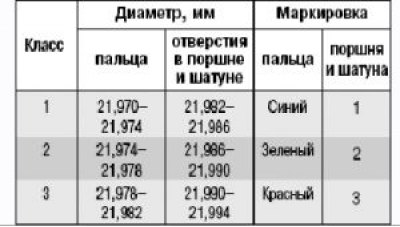
15. Replace cracked fingers. The finger should easily enter the piston with the force of the thumb. Insert your finger into the piston. If play is felt when shaking the finger, replace the piston. When replacing a piston, select a finger according to the class (tab. Classes of piston pins, pistons and connecting rods). Piston pins are divided by diameter into three classes (1st, 2nd, 3rd) through 0.004 mm. The marking of the finger class is applied to its end face with paint. The piston class on the finger is stamped on the bottom of the piston, the class of the connecting rod on the finger is on the connecting rod cap.

Classes of piston pins, pistons and connecting rods
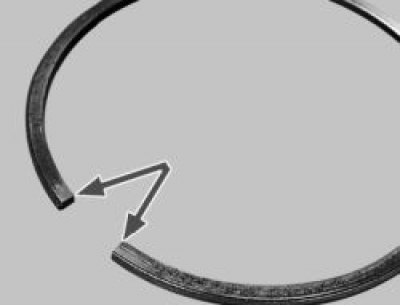
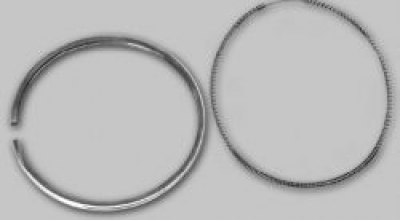
16. Replace broken rings and oil ring expander.
17. Replace broken or cracked circlips holding piston pin. The ends of the retaining rings must be in the same plane. Replace bent rings.

18. Replace bent connecting rods. Replace the connecting rod if there are scores and deep scratches in the sleeve 1 of the upper head. Replace the connecting rod if, when disassembling the engine, it was found that the connecting rod bearings had turned in the connecting rod.
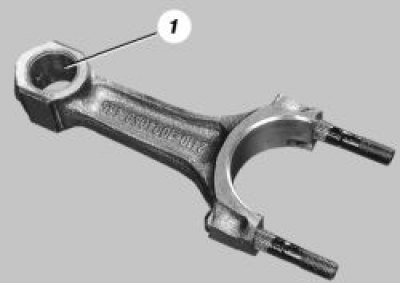
Warning! The connecting rods are processed together with the covers, so they cannot be dismantled.
19. Insert a finger into the top head of a rod. If play is felt when the finger is wiggled, replace the connecting rod. Connecting rods with caps are divided into classes according to the mass of the upper and lower heads (tab. Connecting rod weight class for upper and lower heads).

Connecting rod weight class for upper and lower heads
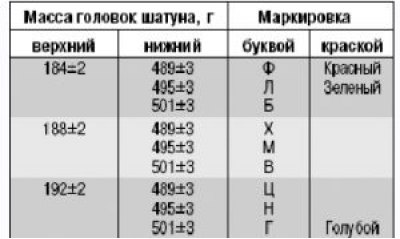
20. Connecting rods of the same class must be installed in the engine. The connecting rod is marked on its cover: 1 - connecting rod weight class (letter or paint); 2 - connecting rod class on the finger.
21. If there are deep scratches, scratches, nicks on the surfaces on which the seals work, the crankshaft must be replaced.

22. Measure the main and connecting rod journals of the crankshaft.

Nominal diameters of crankshaft journals, mm:
- indigenous…..50,799–50,819
- connecting rod…..47.830–47.850
If the wear of the journals and the ovality of the journals exceed 0.03 mm, they must be ground to the nearest repair size.
There are four repair sizes with a reduction in the diameter of the necks:
- 1st - 0.25 mm;
- 2nd - 0.5 mm;
- 3rd - 0.75 mm;
- 4th - 1.00 mm.
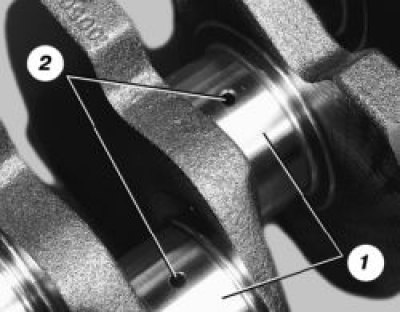
23. If there are minor scuffs, risks, scratches on the main and connecting rod journals 1, you need to grind them to the nearest repair size. This work is recommended to be carried out in a specialized workshop. Then polish the necks and dull the sharp edges of the chamfers of the oil channels with an abrasive cone 2. Wash the crankshaft and blow the oil channels with compressed air. The ovality and taper of all necks after grinding should not exceed 0.005 mm. After grinding the necks, install the bushings of repair sizes.
24. If scoring, risks and delamination appear on the working surfaces of the thrust half rings, replace the half rings. It is forbidden to carry out any fitting work on the half rings.

25. Measure the axial clearance of the crankshaft. To do this, install the crankshaft and thrust washers in the cylinder block and tighten the bolts securing the main bearing caps.

26. Install the indicator so that its leg rests against the shaft flange. Slide the crankshaft all the way away from the indicator and set the indicator needle to zero. Slide the shaft back. The indicator will show the gap. The nominal axial clearance of the crankshaft is 0.06–0.26 mm, the maximum allowable is 0.35 mm. If the gap exceeds the maximum allowable, replace the thrust half rings. Spare parts are supplied with thrust half rings of two sizes: nominal - 2.31–2.36 mm and repair (increased by 0.127 mm) - 2.437–2.487 mm.

27. Inspect the connecting rod and main bearings. If they have cracks, scuffs, chipping, replace the liners. It is forbidden to carry out any adjustment work on the liners.

Nominal thickness of liners, mm:
- indigenous…..1,824–1,831
- connecting rod…..1.723–1.730
Liners are supplied as spare parts in four repair sizes of increased thickness:
- 1st - by 0.25 mm;
- 2nd - by 0.5 mm;
- 3rd - by 0.75 mm;
- 4th - by 1.00 mm.
28. Check up backlashes between loose leaves of radical bearings and necks of a cranked shaft. This work is recommended to be carried out in a specialized workshop. Measure the diameters of the journals and main bearings by installing the caps with liners on the block and tightening them to the appropriate torques. Calculate clearance.

Clearances between liners and crankshaft journals for main bearings:
- nominal - 0.026–0.073 mm, maximum allowable - 0.15 mm.
Clearances between liners and crankshaft journals for connecting rod bearings:
- nominal - 0.02–0.07 mm, maximum allowable - 0.1 mm.
If the gap exceeds the maximum allowable, the crankshaft must be ground to the next repair size.
In a specialized workshop, the runout of the crankshaft journals can be measured. The beat should be:
- main journals and seating surface for the oil pump drive gear - no more than 0.03 mm;
- landing surface under the flywheel - no more than 0.04 mm;
- landing surface for pulleys and seals - no more than 0.05 mm.
29. Thoroughly clean and flush the crankshaft oil passages.

30. When performing work, it is not recommended to press out the plugs yourself; for this, contact a specialized workshop.

31. Thoroughly clean the surfaces of the cylinder block from the remnants of old sealing gaskets. Check the block carefully. If cracks are found, the block must be replaced complete with main bearing caps.

32. Check up tightness of a jacket of cooling of the block of cylinders. To do this, plug the hole for the water pump (installing a pump with a gasket) and pour Tosol-A40 into the cooling jacket. If a leak is noticeable in any place, then the block is leaky and must be replaced.

33. Inspect the cylinders. If there are scratches, scuffs, shells on the cylinder mirror, bore the cylinders to the repair size (this work is recommended to be carried out in a specialized workshop) or replace the cylinder block. With various defects deeper than 0.8 mm, the unit cannot be repaired and must be replaced.

34. Clear a deposit in the top part of cylinders. If a belt has formed there due to cylinder wear, remove it with a scraper. Check the wear of the cylinders by measuring their diameters.
