
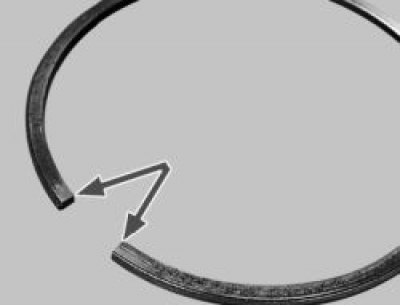
1. Oczyść głowicę tłoka z osadów węglowych. Jeżeli tłok nosi ślady przepaleń, głębokich rys, pęknięć należy wymienić tłok. Oczyścić rowki pierścieni tłokowych. Wygodnie jest to zrobić za pomocą kawałka starego pierścienia.

2. Oczyścić otwory spustowe oleju odpowiednim kawałkiem drutu.

3. Sprawdź luzy między pierścieniami i rowkami na tłoku.
Luz nominalny, mm:
- górny pierścień dociskowy 1…..0,04–0,075
- dolny pierścień dociskowy 2…..0,03–0,065
- pierścień zgarniający olej 3…..0,02–0,055
Maksymalny dopuszczalny luz dla wszystkich pierścieni wynosi 0,15 mm.

4. Najdokładniejsze szczeliny można określić, mierząc pierścienie i rowki na tłoku. Aby to zrobić, zmierz grubość pierścieni mikrometrem w kilku miejscach na obwodzie..

5.... następnie za pomocą zestawu szczelinomierzy zmierzyć szerokość rowków również w kilku miejscach na obwodzie. Oblicz średnie odstępy (różnica między grubością pierścienia a szerokością rowka). Jeśli co najmniej jedna ze szczelin przekracza maksymalne dopuszczalne, wymień tłok na pierścienie.

6. Zmierz szczeliny w zamkach pierścieni, wkładając pierścień w specjalny trzpień. Jeśli nie ma trzpienia, włóż pierścień do cylindra (w którym to działało), wcisnąć tłok jak trzpień w cylinder tak aby był w nim osadzony równo, bez zniekształceń..

7.... i szczelinomierzem zmierz szczelinę w pierścieniu zamka. Nominalna szczelina musi wynosić 0,25–0,45 mm, co jest maksymalną dopuszczalną wartością (w wyniku zużycia) - 1,0 mm. Jeśli szczelina przekracza limit, wymień pierścień.

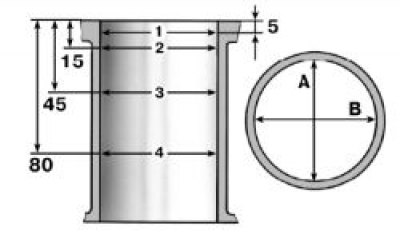
4.15. Punkty pomiarowe cylindra
8. Jeśli szczelina jest mniejsza niż 0,25 mm, ostrożnie zeszlifuj końce pierścienia pilnikiem igłowym.
9. Sprawdź luzy między tłokami a cylindrami. Luz definiuje się jako różnicę między zmierzonymi średnicami tłoka i cylindra. Nominalna szczelina wynosi 0,025–0,045 mm, maksymalna dopuszczalna szczelina wynosi 0,15 mm. Jeśli szczelina nie przekracza 0,15 mm, tłoki z kolejnych klas można dobrać tak, aby szczelina była jak najbardziej zbliżona do nominalnej. Jeżeli luz przekracza 0,15 mm, rozwiercić cylindry do następnego nadwymiaru i zamontować tłoki o prawidłowym nadwymiarze. Zmierzyć średnicę tłoka w odległości 55 mm od jego dna w płaszczyźnie prostopadłej do sworznia tłokowego.

10. Następnie zmierz średnice cylindrów w dwóch prostopadłych płaszczyznach (rys. Punkty pomiarowe cylindra) (wzdłuż B i w poprzek A bloku cylindrów) i cztery pasy (1, 2, 3 i 4). Aby to zrobić, potrzebujesz specjalnego urządzenia - zacisku.
11. Przy wymianie części korbowodu i grupy tłoków konieczne jest wybranie tłoków do cylindrów według klasy i jednej grupy według wagi, a także sworzni tłokowych do tłoków według klasy i korbowodów według wagi. Aby dopasować tłoki do cylindrów, oblicz odstęp między nimi.
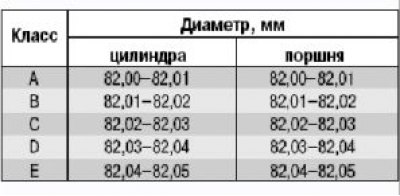
12. Dla wygody doboru tłoków do cylindrów tłoki i cylindry podzielono na pięć klas w zależności od średnic: A, B, C, D, E (patka. Rozmiary nominalne cylindrów i tłoków).
Części zamienne dostarczane są z tłokami o wymiarach nominalnych w trzech klasach A, C, E oraz dwóch rozmiarach naprawczych. Pierwsza naprawa - zwiększona o 0,4 mm, druga - o 0,8 mm.
Wagowo tłoki są podzielone na trzy grupy: normalne, zwiększone o 5 g i zmniejszone o 5 g. Tłoki z tej samej grupy muszą być zainstalowane w silniku.
W przypadku tłoków nadwymiarowych dostarczane są jako części zamienne pierścienie nadwymiarowe, powiększone o 0,4 mm i 0,8 mm. Na pierścieniach pierwszego rozmiaru naprawy wybity jest numer «40», drugi - «80».
Rozmiary nominalne cylindrów i tłoków
13. Na bloku cylindrów grupa cylindrów jest wytłoczona na dolnej płaszczyźnie bloku (powierzchnia styku miski olejowej) naprzeciwko każdego cylindra.

14. Na dnie tłoka wybite są następujące dane:
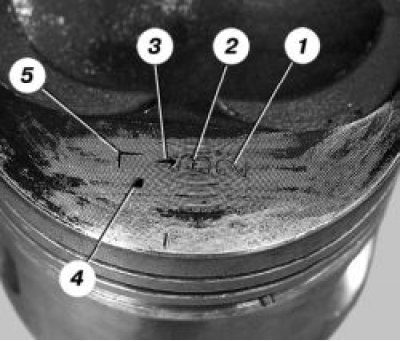
- 1 - klasa tłoka według otworu na palec;
- 2 – klasa tłoka według średnicy;
- 3 - strzałka wskazująca kierunek montażu tłoka;
- 4 - rozmiar naprawy (Pierwsza naprawa - trójkąt, druga naprawa - kwadrat);
- 5 - grupuj według wagi (normalny - «G», zwiększona o 5 g - «+», pomniejszony o 5 g - «–»).
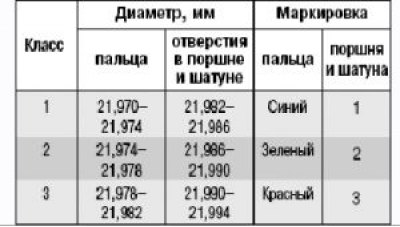
15. Wymień pęknięte palce. Palec powinien łatwo wejść w tłok siłą kciuka. Włóż palec do tłoka. Jeśli podczas potrząsania palcem wyczuwalny jest luz, wymień tłok. Przy wymianie tłoka dobierz palec zgodnie z klasą (patka. Klasy sworzni tłokowych, tłoków i korbowodów). Sworznie tłokowe są podzielone według średnicy na trzy klasy (1, 2, 3) do 0,004 mm. Oznaczenie klasy palca jest nakładane na jego czoło farbą. Klasa tłoka na palcu jest wybita na spodzie tłoka, klasa korbowodu na palcu jest na kołpaku korbowodu.

Klasy sworzni tłokowych, tłoków i korbowodów
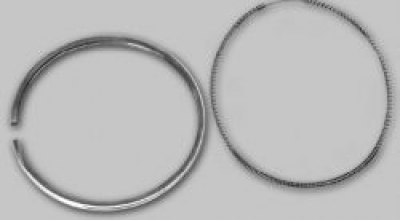
16. Wymień pęknięte pierścienie i ekspander pierścieni olejowych.
17. Wymień złamane lub pęknięte pierścienie osadcze trzymające sworzeń tłoka. Końce pierścieni ustalających muszą znajdować się w tej samej płaszczyźnie. Wymienić wygięte pierścienie.

18. Wymień wygięte korbowody. Wymienić korbowód, jeśli na tulei 1 górnej głowicy znajdują się rysy i głębokie rysy. Wymień korbowód, jeśli podczas demontażu silnika stwierdzono, że łożyska korbowodu obróciły się w korbowodzie.
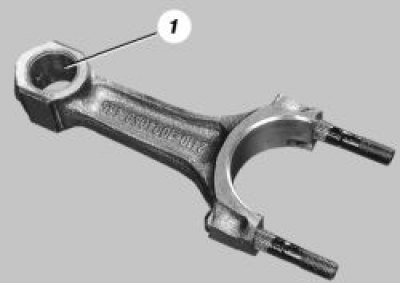
Ostrzeżenie! Korbowody są przetwarzane razem z osłonami, więc nie można ich zdemontować.
19. Włóż palec w górną główkę wędki. Jeśli podczas poruszania palcem wyczuwalny jest luz, wymień korbowód. Korbowody z kołpakami są podzielone na klasy według masy górnej i dolnej głowicy (patka. Klasa wagowa korbowodu dla głowicy górnej i dolnej).

Klasa wagowa korbowodu dla głowicy górnej i dolnej
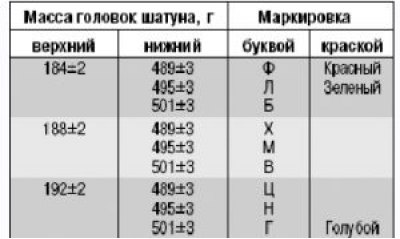
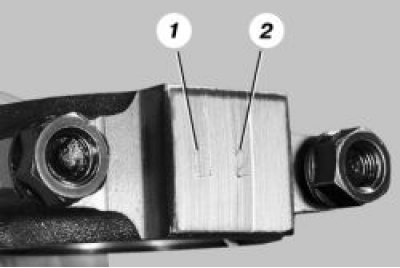
20. W silniku muszą być zamontowane korbowody tej samej klasy. Korbowód jest oznaczony na jego okładce: 1 - klasa wagowa korbowodu (list lub farba); 2 - klasa korbowodu na palcu.
21. Jeżeli na powierzchniach, na których pracują uszczelnienia występują głębokie rysy, rysy, wyszczerbienia, należy wymienić wał korbowy.

22. Zmierz czopy głównego i korbowodu wału korbowego.

Nominalne średnice czopów wału korbowego, mm:
- rdzenni… 50 799–50 819
- korbowód…..47.830–47.850
Jeżeli zużycie czopów i owalność czopów przekracza 0,03 mm, należy je zeszlifować do najbliższej wielkości naprawy.
Istnieją cztery rozmiary napraw ze zmniejszeniem średnicy szyjek:
- 1. - 0,25 mm;
- 2. - 0,5 mm;
- 3. - 0,75 mm;
- 4. - 1,00 mm.
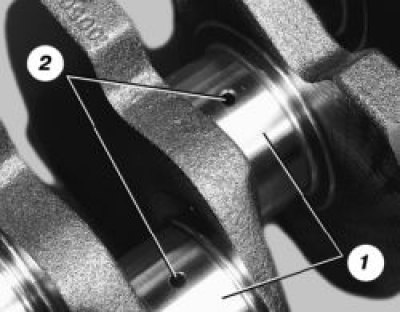
23. Jeśli na czopach głównym i korbowodzie 1 występują drobne zadrapania, ryzyka, zadrapania, należy je zeszlifować do najbliższego rozmiaru naprawy. Prace te zaleca się wykonywać w specjalistycznym warsztacie. Następnie wypoleruj szyjki i stępij ostre krawędzie faz kanałów olejowych za pomocą stożka ściernego 2. Umyj wał korbowy i przedmuchaj kanały olejowe sprężonym powietrzem. Owalność i zbieżność wszystkich szyjek po szlifowaniu nie powinna przekraczać 0,005 mm. Po wyszlifowaniu szyjek zamontuj tuleje o rozmiarach naprawczych.
24. Jeśli na powierzchniach roboczych półpierścieni oporowych pojawią się rysy, zagrożenia i rozwarstwienia, należy wymienić półpierścienie. Zabrania się wykonywania jakichkolwiek prac montażowych na półpierścieniach.

25. Zmierzyć luz osiowy wału korbowego. Aby to zrobić, zainstaluj wał korbowy i podkładki oporowe w bloku cylindrów i dokręć śruby mocujące pokrywy łożysk głównych.

26. Zamontować wskaźnik tak, aby jego nóżka opierała się o kołnierz wału. Odsuń całkowicie wał korbowy od wskaźnika i ustaw igłę wskaźnika na zero. Przesuń wał z powrotem. Wskaźnik pokaże lukę. Nominalny luz osiowy wału korbowego wynosi 0,06–0,26 mm, maksymalny dopuszczalny 0,35 mm. Jeśli szczelina przekracza maksymalną dopuszczalną wartość, wymień półpierścienie oporowe. Części zamienne są dostarczane z półpierścieniami oporowymi w dwóch rozmiarach: nominalnym - 2,31–2,36 mm i naprawczym (wzrosła o 0,127 mm) - 2,437–2,487 mm.

27. Sprawdź korbowód i łożyska główne. Jeśli mają pęknięcia, zadrapania, odpryski, wymień wkładki. Zabrania się wykonywania jakichkolwiek prac regulacyjnych na okładzinach.

Nominalna grubość wkładek, mm:
- rdzenni mieszkańcy… 1824–1831
- korbowód…..1.723–1.730
Wkładki są dostarczane jako części zamienne w czterech rozmiarach naprawczych o zwiększonej grubości:
- 1. - o 0,25 mm;
- 2. - o 0,5 mm;
- 3. - o 0,75 mm;
- 4. - o 1,00 mm.
28. Sprawdzić luzy między luźnymi piórami łożysk radykalnych a czopami wału korbowego. Prace te zaleca się wykonywać w specjalistycznym warsztacie. Zmierz średnice czopów i łożysk głównych, montując na bloku kołpaki z tulejami i dokręcając je odpowiednimi momentami. Oblicz luz.

Luzy między tulejami a czopami wału korbowego dla łożysk głównych:
- nominalny - 0,026–0,073 mm, maksymalny dopuszczalny - 0,15 mm.
Luzy między tulejami a czopami wału korbowego dla łożysk korbowodu:
- nominalny - 0,02–0,07 mm, maksymalny dopuszczalny - 0,1 mm.
Jeśli szczelina przekracza maksymalne dopuszczalne, wał korbowy należy zeszlifować do następnego rozmiaru naprawy.
W specjalistycznym warsztacie można zmierzyć bicie czopów wału korbowego. Rytm powinien być:
- czopy główne i powierzchnia osadzenia koła napędowego pompy oleju - nie więcej niż 0,03 mm;
- powierzchnia lądowania pod kołem zamachowym - nie więcej niż 0,04 mm;
- powierzchnia lądowania kół pasowych i uszczelek - nie więcej niż 0,05 mm.
29. Dokładnie oczyść i przepłucz kanały olejowe wału korbowego.

30. Podczas wykonywania prac nie zaleca się samodzielnego wyciskania wtyczek, w tym celu należy skontaktować się ze specjalistycznym warsztatem.

31. Dokładnie oczyść powierzchnie bloku cylindrów z resztek starych uszczelek. Sprawdź dokładnie blok. W przypadku stwierdzenia pęknięć blok należy wymienić wraz z pokrywami łożysk głównych.

32. Sprawdzić szczelność płaszcza chłodzenia bloku cylindrów. Aby to zrobić, zatkaj otwór na pompę wodną (montaż pompy z uszczelką) i wlać Tosol-A40 do płaszcza chłodzącego. Jeśli wyciek jest zauważalny w dowolnym miejscu, oznacza to, że blok jest nieszczelny i należy go wymienić.

33. Sprawdź cylindry. Jeśli na lustrze cylindra występują rysy, otarcia, skorupy, rozwiercić cylindry do rozmiaru naprawy (prace te zaleca się wykonywać w specjalistycznym warsztacie) lub wymienić blok cylindrów. W przypadku różnych defektów głębszych niż 0,8 mm, urządzenia nie można naprawić i należy je wymienić.

34. Oczyścić osad w górnej części butli. Jeśli pasek utworzył się tam z powodu zużycia cylindra, usuń go za pomocą skrobaka. Sprawdź zużycie cylindrów, mierząc ich średnice.
