
Examinare
Este obligatoriu dacă reparați o mașină care a suferit un accident. Un fascicul deformat poate cauza suprasarcini și zgomot pe puntea spate. Verificați fasciculul atât pe orizontală, cât și pe verticală, în următoarea ordine.
Atașați o flanșă pătrată A.70172 la fiecare capăt al grinzii. Latura pătratului este de 150 mm și este lustruită. Instalați grinda cu flanșe pe aceleași prisme, astfel încât suprafața carterului la grinda să fie într-un plan vertical. Verificați deformarea grinzii prin atașarea pătratului la exterior (orez. 129) și suprafețele laterale ale flanșei A.70172.
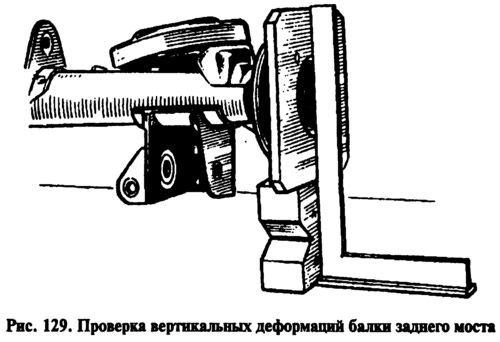
Dacă fasciculul nu este deformat, pătratul se va potrivi perfect. Verificați deformarea cu un ecartament, dacă pe orice flanșă trece un ecartament de 0,2 mm, grinda trebuie îndreptată.
Verificați perpendicularitatea suprafeței de montare a cutiei de viteze față de suprafața de sprijin a flanșei A.70172 folosind un pătrat. Sonda de 0,2 mm nu trebuie să treacă. Dacă deformația depășește valoarea specificată, fasciculul trebuie corectat.
Editați | ×
Se atașează la fiecare capăt al flanșelor grinzii A.70172, utilizate numai la îndreptarea grinzii. Montați grinda cu flanșe pe suportul presei hidraulice 1 astfel încât capetele grinzii de prindere 2 (orez. 130) au fost situate în zona de deformare a grinzii, care apare cel mai adesea la o distanță de 200-300 mm de flanșele sale. Instalați suportul 6 cu indicatorul astfel încât piciorul indicator să se sprijine pe partea superioară a suprafeței laterale a flanșei, iar indicatorul indicator să se afle la o diviziune egală cu valoarea deformării fasciculului, măsurată cu un calibre înainte de a îndrepta grindă.
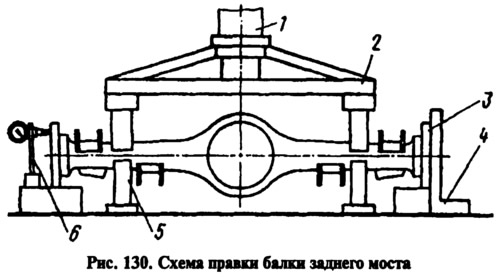
Instalat sub grinda (în zona de deformare) opritoare restrictive 5, îndreptați-l cu o presă hidraulică secvenţial în plan orizontal și vertical, controlând rezultatele îndreptării cu un ecartament folosind pătratul 4 sau folosind un indicator.
Forța maximă a presei la locul de aplicare a sarcinii nu trebuie să depășească 10.000 kgf, astfel încât să nu existe o deformare excesivă a secțiunii carcasei grinzii. Cu înălțimea opritorului 5 selectată corect empiric, grinda poate fi corectată fără a utiliza un pătrat sau indicator, urmată de verificarea absenței deformațiilor. Scoateți grinda din presă și verificați-o ca mai sus, înlocuind flanșele 3 (A.70172) pentru testare.
În lipsa unui echipament adecvat, prin excepție, editarea este permisă secvenţial pe fiecare parte, dar cu verificarea obligatorie a deformării pe ambele părți.
După finalizarea tuturor editărilor, clătiți bine fasciculul și verificați calitatea cusăturilor, etanșeitatea fasciculului, curățenia în interiorul fasciculului (fără bavuri, așchii și reziduuri de ulei) și curățenia respiratorului. Apoi vopsiți exteriorul grinzii pentru a preveni coroziunea.