
- спеціальний шаблон чи широка слюсарна лінійка;
- набір плоских щупів.
Послідовність виконання
1. Знімаємо головку блоку циліндрів (див. "Головка блоку циліндрів - зняття та встановлення").
2. Очищаємо головку блоку від бруду та нагару, відмиваємо її від масляних відкладень, металевою щіткою видаляємо нагар зі стін камер згоряння.
3. Уважно оглядаємо головку блоку циліндрів. На ній не повинно бути тріщин. На робочих поверхнях опор розподільних валів і стінках отворів штовхачів не повинно бути задир і слідів наволакивания металу. Напрямні та сідла клапанів повинні щільно сидіти в тілі головки, без слідів їх зміщення при роботі ГРМ. Клапани та їх сідла не повинні мати тріщин та слідів прогорання.
4. Перевіряємо площинність головки. Роботу проводимо у два етапи. Для цього необхідний спеціальний шаблон, але якщо його немає, то перевірити нижню привалку очну площину головки з достатнім ступенем точності можна і за допомогою широкої лінійки слюсарної. Прикладаємо лінійку по діагоналі, ребром до поверхні головки. Переконуємося у відсутності зазору між ребром лінійки та площиною головки. Зазор може спостерігатися як у середній частині площини, так і на її краях. Вимірювання зазору проводимо по обох діагоналях набором плоских щупів.
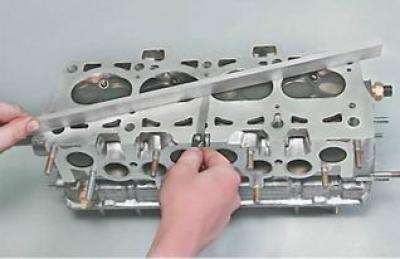
Максимально допустимий зазор – 0,1 мм.
Рекомендація: Якщо зазор більше допустимого, головка підлягає фрезеруванню валкової площини або заміні.
5. Перевіряємо герметичність головки блоку. Для цього на торцевій поверхні головки заглушуємо вікно подачі охолоджуючої рідини до термостату (можна встановити патрубок термостата, підклавши під неї прокладку, вирізану з листової гуми). Перевертаємо голівку та заповнюємо її внутрішні порожнини для охолоджуючої рідини гасом.

6. Переконуємось у відсутності витоку гасу з головки блоку.
Рекомендація: У разі виявлення витоку, а також при виявленні раковин на площині привалки, можна спробувати відремонтувати головку блоку за допомогою холодного зварювання або замінити її.