
- a special template or a wide locksmith's ruler;
- flat feeler set.
Execution sequence
1. Remove the cylinder head (see "Cylinder head - removal and installation").
2. We clean the block head from dirt and carbon deposits, wash it from oil deposits, remove carbon deposits from the walls of the combustion chambers with a metal brush.
3. Carefully inspect the cylinder head. It should not have cracks. On the working surfaces of the camshaft bearings and the walls of the tappet bores, there should be no scoring and traces of metal enveloping. The guides and valve seats must fit snugly in the body of the head, with no traces of their displacement during timing operation. Valves and their seats must not have cracks or burn marks.
4. Check the flatness of the head. We carry out the work in two stages. This requires a special template, but if it is not there, then you can check the lower mating plane of the head with a sufficient degree of accuracy using a wide locksmith's ruler. We apply the ruler diagonally, with an edge to the plane of the head. We make sure that there is no gap between the edge of the ruler and the plane of the head. The gap can be observed both in the middle part of the plane and along its edges. We measure the gap along both diagonals with a set of flat probes.
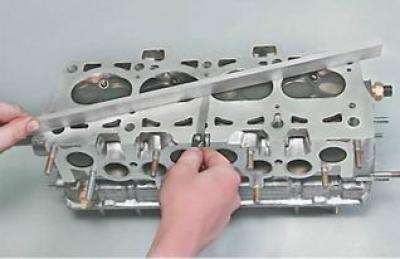
The maximum allowable gap is 0.1 mm.
Recommendation: If the gap is greater than the allowable, the head must be milled with a mating plane or replaced.
5. Check the tightness of the block head. To do this, on the end surface of the head, we muffle the window for supplying coolant to the thermostat (you can install the thermostat pipe by placing a gasket cut out of sheet rubber under it). We turn the head over and fill its internal cavities for coolant with kerosene.

6. We make sure that there is no leakage of kerosene from the head of the block.
Recommendation: If a leak is found, as well as if shells are found on the mating surface, you can try to repair the block head using cold welding or replace it.