
Встановлюють картер опорну втулку 3, стежачи за тим, щоб її виступи увійшли в отвори картера. При необхідності заміни роликового підшипника 5 запресовують під пресом оправкою 67.7853.9585.
Рясно змастивши зуби рейки мастилом ПІБЛ-1. а інші її поверхні тонким шаром цього ж мастила, встановлюють рейку в картер 4, просунувши її через опорну втулку 3 до упору в спеціальний пристрій, щоб витримати розмір (115±0,25) мм між центром приводної шестерні та зовнішнім торцем упору тяги.
Наносять на зуби приводної шестерні і закладають у кульковий підшипник мастило ПІБЛ-1 до появи її на верхньому торці підшипника. Потім встановлюють шестерню у зборі з підшипником у картер. Максимальна зусилля запресування підшипника 1500 Н. Загальна кількість мастила для рейки, приводної шестерні та підшипника має бути 20-30 г.
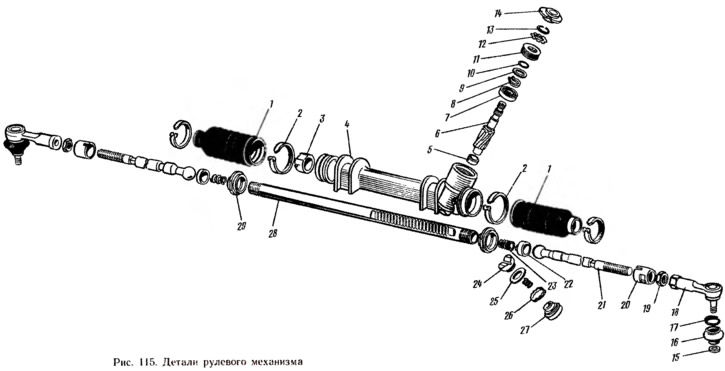
Ключом 67.7812.9536 затягують гайку приводної шестерні моментом (50±5) Нм, встановлюють захисну шайбу 9 (див. рис. 115) та заповнюють порожнину над гайкою мастилом УНІОЛ-1.
Встановлюють приводну шестерню в положення прямолінійного руху автомобіля [визначається розміром (115±0,25) мм, див. рис. 114].
Встановлюють упор 24 рейки (див. рис. 115) з кільцем ущільнювача 25 до упору в рейку (до беззорого стану). Встановлюють стопорне кільце 26, пружину упору і затягують ключем 67.7812.9537 нову гайку 27 моментом 11-13 Нм, потім відпускають гайку на 2 поділки (24°), щоб забезпечити зазор до 0,12 мм між гайкою та упором рейки, необхідний для компенсації теплового розширення деталей та виробничих допусків на їх виготовлення. Момент відвертання гайки має бути не менше 4,51 Н·м. Потім оправкою 67.7853.9586 1 напресовують на вал шестерні пильник 14 (див. рис. 115) так, щоб мітки А та В (див. рис. 113) на пильовику і на картері збіглися, а пильовик щільно приліг до торця картера. Після цього переконуються, що момент обертання шестерні в області всього ходу лежить в межах 60-170 Н • см при частоті обертання 30 хв-1. Якщо момент обертання шестерні не укладається у зазначені межі, виявляють і усувають причини заїдання деталей, звертаючи особливу увагу на упор рейки, шестерню приводну і рейку. Після чого закернюють гайку 27 (див. рис. 115) упору у двох нових протилежних точках шляхом обім'яття різьблення картера без впливу на гайку. Положення гайки маркують фарбою контролю стану гайки.
Збирають внутрішній шарнір наконечника тяги, затягуючи кульову опору 20 моментом, що забезпечує вільний рух головки кульової тяги в опорі без наявності осьового зазору. У цьому положенні затягують контргайку 29 моментом 785-883 Нм і вдавлюють пояски контргайки в канавки опори і рейки. При складанні внутрішніх шарнірів у порожнині опор закладають мастило ШРУС-4 у кількості 10 г на кожну опору.
Після складання переконуються, що на захисних чохлах 1 відсутні здуття та перетискання при обертанні шестерні з частотою 30 хв-1, а момент обертання шестерні (при тій самій частоті) в області всього ходу знаходиться в межах 60-170 Н см (6,1-17,33 кгс • см). В іншому випадку усувають причини виявлених дефектів.
Момент обертання шестерні перевіряють динамометром 02.7812.9501 з перехідною втулкою 67.7812.9540.
Якщо знімалися зовнішні наконечники тяг 18, навертають їх на внутрішні наконечники 21 і фіксують контргайками 19.
Примітки
1. Трубчаста оправка ∅18 мм.