
Dopušteno odstupanje glavnih površina koljenastog vratila
Ispitivanje
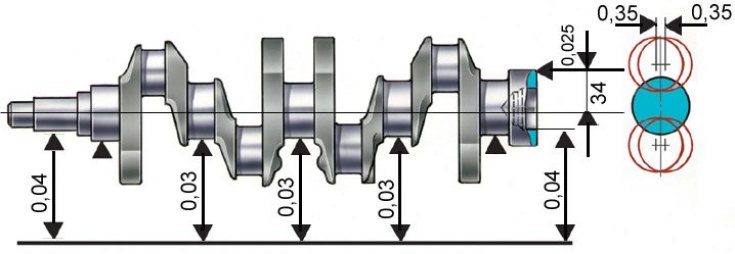
1. Ugradite radilicu na dvije prizme (vidi sl. Dopušteno odstupanje glavnih površina koljenastog vratila) i provjerite indikatorom:
- premlaćivanje glavnih časopisa (maksimalno dopušteno 0,03 mm);
- izlijetanje stajnih površina ispod lančanika i ležaja ulaznog vratila mjenjača (maksimalno dopušteno 0,04 mm);
- pomak osi klipnjača iz ravnine koja prolazi kroz osi klipnjače i glavnih klipnjača (maksimalno dopušteno±0,35 mm);
- neokomitost u odnosu na os koljenastog vratila čeone površine prirubnice. Prilikom okretanja osovine, indikator postavljen sa strane na udaljenosti od 34 mm (vidi sl. Dopušteno odstupanje glavnih površina koljenastog vratila) od osi osovine, ne bi trebalo pokazivati odstupanja veća od 0,025 mm.
2. Nisu dopuštene pukotine na glavnim rukavcima klipnjače i na obrazima koljenastog vratila. Ako se pronađu, zamijenite osovinu.
3. Na površinama radilice nisu dopušteni spojevi s radnim rubovima brtvi, ogrebotine, urezi i rizici.
4. Izmjerite promjere glavnih i klipnjača. Grlove treba brusiti ako je njihova istrošenost veća od 0,03 mm ili je ovalnost grla veća od 0,03 mm, te ako na vratovima ima ogrebotina i tragova.
Brušenje vrata
1. Brusite glavne i klipnjače, smanjujući za 0,25 mm kako biste dobili, ovisno o stupnju istrošenosti, promjere koji odgovaraju vrijednostima navedenim u tablici. Promjeri rukavaca klipnjača, mm i tab. Promjeri glavnih rukavaca, mm, i polumjeri ugla vrata, kao što je prikazano na sl. Glavne dimenzije klipnjače i glavnih rukavaca koljenastog vratila i njihovih ugla.
2. Nakon brušenja i naknadne dorade vratova, dobro isperite radilicu kako biste uklonili ostatke abraziva. Isperite kanale za podmazivanje s uklonjenim čepovima nekoliko puta benzinom pod pritiskom. Na prvom obrazu koljenastog vratila označite količinu redukcije glavnih i klipnjača (npr. K 0,25, W 0,50).
3. Ovalnost i konusnost glavnih i klipnjača nakon brušenja ne smije biti veća od 0,007 mm.
Promjeri rukavaca klipnjača, mm
Ocijenjen | smanjena | |||
0,25 | 0,50 | 0,75 | 1,0 | |
47,814 | 47,564 | 47,314 | 47,064 | 46,814 |
47,834 | 47,584 | 47,334 | 47,084 | 46,834 |
Promjeri glavnih rukavaca, mm
Ocijenjen | smanjena | |||
0,25 | 0,50 | 0,75 | 1,0 | |
50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
50,795 | 50,545 | 50,295 | 50,045 | 49,795 |