
Dijelovi cilindra kotača
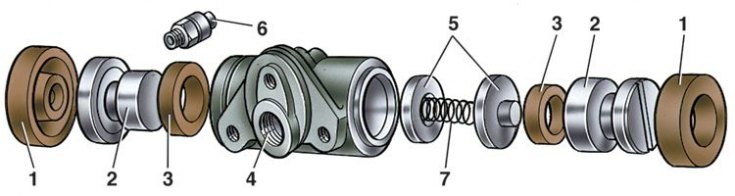
1 - zaštitna kapa; 2 - klip; 3 - brtvilo; 4 – kućište cilindra kotača; 5 - opružne čaše; 6 - priključak za izlaz zraka; 7 - opruga;
Cilindri kotača
1. Za provjeru cilindara kotača, rastavite: uklonite zaštitne kapice 1 (vidi sl. Dijelovi cilindra kotača) i klipove 2, uklonite brtve 3, potporne čašice 5 i oprugu 7, zatim odvrnite nastavak za izlaz zraka 6.
2. Provjerite čistoću radnih površina cilindra i klipova.
3. Površine moraju biti savršeno glatke, bez ogrebotina i hrapavosti, kako ne bi došlo do curenja tekućine i prijevremenog trošenja klipova i brtvila.
4. Uklonite nedostatke na zrcalu cilindra lapiranjem ili brušenjem. Međutim, povećanje unutarnjeg promjera cilindra nije dopušteno.
5. Provjerite elastičnost opruge. Njegova duljina u slobodnom stanju treba biti 34 mm, pod opterećenjem 35±2 N (3,5±0,2 kgf) - 17,8 mm. Zamijenite ako je potrebno.
6. Zamijenite brtve novima.
7. Također provjerite da zaštitni poklopci cilindra nisu oštećeni, po potrebi ih zamijenite novima.
8. Sve dijelove obilno podmažite kočionom tekućinom prije ponovnog sastavljanja. U slijedu prikazanom na Sl. riža. Dijelovi cilindra kotača, ugradite dijelove u tijelo cilindra bez sile, kako ne biste oštetili površine koje se trljaju.
9. Stavite zaštitne kapice.
10. Objema rukama provjerite kretanje klipova koje treba biti glatko, bez zaglavljivanja.
Jastučići
1. Pažljivo provjerite ima li jastučića oštećenja ili deformacija.
2. Provjerite elastičnost spojnih opruga, gornjih i donjih; zamijenite ih ako je potrebno. Opruge ne bi smjele imati trajne deformacije pri istezanju silom od 343 N (35 kgf) niže opruge i 412 N (42 kgf) - Gornji.
3. Provjerite čistoću obloga, ako nađete prljavštinu ili tragove masti, pažljivo očistite obloge žičanom četkom i isperite mineralnim alkoholom, osim toga provjerite curi li mast ili ulje unutar bubnja; rješavanje problema.
4. Zamijenite jastučiće novima ako je debljina obloge manja od 1,5–2 mm.
Kočioni bubnjevi
1. Pregledajte bubnjeve kočnica. Ako na radnoj površini postoje duboki utori ili pretjerana ovalnost, izbušite bubnjeve na stroju.
2. Zatim, na tokarskom stroju, brusite bubnjeve abrazivnim sitnozrnatim šipkama. To povećava izdržljivost obloga i poboljšava ujednačenost i učinkovitost kočenja. Najveće dopušteno povećanje nazivnog promjera bubnja (250 mm) nakon bušenja i brušenja 1 mm. Granice ove tolerancije moraju se strogo poštivati, inače se narušava čvrstoća bubnja, kao i učinkovitost kočenja.