
Wheel cylinder parts
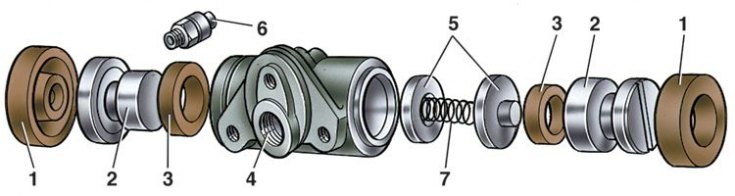
1 - protective cap; 2 - piston; 3 - sealant; 4 – the case of the wheel cylinder; 5 - spring cups; 6 - air outlet fitting; 7 - spring;
Wheel cylinders
1. To check the wheel cylinders, disassemble: remove the protective caps 1 (see fig. Wheel cylinder parts) and pistons 2, remove seals 3, support cups 5 and spring 7, then unscrew air outlet fitting 6.
2. Check the cleanliness of the working surfaces of the cylinder and pistons.
3. Surfaces must be perfectly smooth, without scratches or roughness, so that fluid leakage and premature wear of pistons and seals does not occur.
4. Eliminate defects on the cylinder mirror by lapping or grinding. However, an increase in the inner diameter of the cylinder is not allowed.
5. Check the elasticity of the spring. Its length in the free state should be 34 mm, under load 35±2 N (3.5±0.2 kgf) - 17.8 mm. Replace if necessary.
6. Replace seals with new ones.
7. Also check that the protective caps of the cylinder are not damaged, if necessary, replace them with new ones.
8. Lubricate all parts liberally with brake fluid before reassembly. In the sequence shown in Fig. pic. Wheel cylinder parts, install the parts into the cylinder body without force, so as not to damage the rubbing surfaces.
9. Install protective caps.
10. Using both hands, check the movement of the pistons, which should be smooth, without jamming.
Pads
1. Carefully check the pads for damage or deformation.
2. Check the elasticity of the coupling springs, both upper and lower; replace them if necessary. Springs should not have permanent deformations when stretched with a force of 343 N (35 kgf) lower springs and 412 N (42 kgf) - upper.
3. Check the cleanliness of the linings, if dirt or traces of grease are found, carefully clean the linings with a wire brush and rinse with mineral spirits, in addition, check if there is any leakage of grease or oil inside the drum; troubleshoot.
4. Replace the pads with new ones if the lining thickness is less than 1.5–2 mm.
Brake drums
1. Inspect the brake drums. If there are deep grooves or excessive ovality on the working surface, bore the drums on the machine.
2. Then, on a lathe, grind the drums with abrasive fine-grained bars. This increases the durability of the linings and improves braking uniformity and efficiency. The largest allowable increase in the nominal diameter of the drum (250 mm) after boring and grinding 1 mm. The limits of this tolerance must be strictly observed, otherwise the strength of the drum is violated, as well as the effectiveness of braking.