
Cilindri de măsurare cu un calibre de alezaj
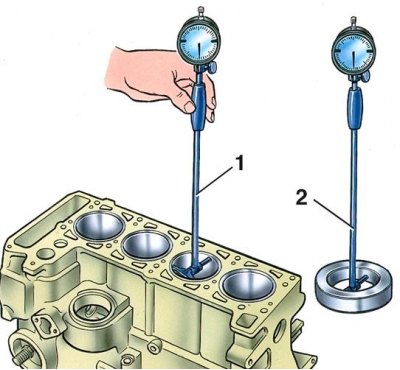
1 - etrier; 2 - setarea gabaritului interior la zero conform calibrului A.96137
Schema de măsurare a cilindrului
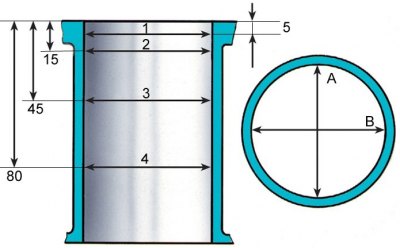
A și B sunt direcțiile de măsurare; 1, 2, 3, 4 - numere de centură
Marcarea grupului de dimensiuni a cilindrilor pe bloc și numărul condiționat al blocului de cilindri
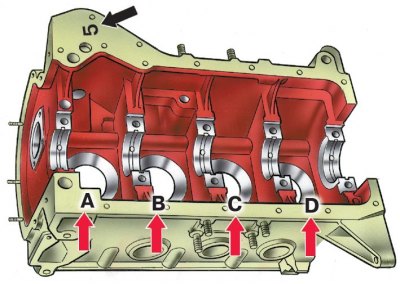
Săgeți roșii - marcarea grupului de dimensiuni de cilindri pe blocul cilindrilor.
Săgeata neagră este marcajul numărului condiționat al blocului cilindric.
Diametrul cilindrului este măsurat cu un calibre (vezi fig. Cilindri de măsurare cu un calibre de alezaj) în patru zone, atât pe direcția longitudinală, cât și pe cea transversală a motorului (vedea orez. Schema de măsurare a cilindrului). Calibrul A.96137 este folosit pentru a seta ecartamentul interior la zero.
Atenţie! Cilindrii blocului sunt împărțiți în diametru cu 0,01 mm în cinci clase: A, B, C, D, E. Clasa de cilindri este marcată pe planul inferior al blocului (vezi fig. Marcarea grupului de dimensiuni a cilindrilor pe bloc și numărul condiționat al blocului de cilindri). Pe același plan, precum și pe capacele rulmenților principale, este ștampilat numărul condiționat al blocului cilindric, ceea ce indică faptul că capacele aparțin acestui bloc.
În zona 1 curelei, cilindrii practic nu se uzează. Prin urmare, prin diferența de măsurători în prima și în alte zone, se poate aprecia cantitatea de uzură a cilindrului.
1. Verificați dacă uzura cilindrilor depășește maximul admis - 0,15 mm.
2. Dacă valoarea maximă a uzurii este mai mare de 0,15 mm, alezați cilindrii la cea mai apropiată dimensiune de reparație a pistoanelor (mărită cu 0,4 sau 0,8 mm), lăsând o toleranță de 0,03 mm pentru diametrul de șlefuire. Apoi șlefuiți cilindrii, menținând un astfel de diametru încât la instalarea pistonului de reparare selectat, distanța estimată între acesta și cilindru a fost de 0,05–0,07 mm.