
Разборка і праверка
Перад праверкай шатунна-поршневай групы здымаюць з поршня кольцы і чысцяць яго ад нагара, выдаляюць адклады са змазачных каналаў поршня і шатуна. Потым правяраюць, ці няма на дэталях пашкоджанняў. Расколіны любога характару на поршні, поршневых кольцах, пальцы, шатуне і яго вечку недапушчальныя. У гэтым выпадку патрабуецца замена дэталяў.
Для замены поршня, поршневага пальца або шатуна іх разбіраюць, для чаго выпрессовывают палец пад прэсам (намаганнем не меней 800 кгс) з дапамогай апраўкі А.60308, якая цэнтруецца ў адтуліне поршневага пальца, і апоры з цыліндрычным выманнем, у якую ўкладваецца поршань. Апраўка А.60308 уяўляе сабой ступеністы стрыжань з дыяметрам і даўжынёй працоўнай часткі адпаведна 21 і 80 мм. Дыяметр центровочного хваставік (14,9±0,05) мм. Ужыванне малатка для выпрасоўкі і запрэсоўкі недапушчальна, бо можна пашкодзіць поршань.
Перад зборкай правяраюць зазоры спалучэнняў, якія павінны адпавядаць дадзеным табл. 2.
Пасадку поршневага пальца ў поршань правяраюць, устаўляючы адабраны поршневай палец, папярэдне змазаны маторным маслам, у адтуліну бабышкі поршня. Пасадка лічыцца нармальнай, калі поршневай палец уваходзіць у адтуліну ад простага націску вялікага пальца рукі і не выпадае з бабышкі, калі трымаць поршань з поршневым пальцам у вертыкальным становішчы. Калі палец выпадае з бабышкі, тое яго замяняюць пальцам наступнай катэгорыі. Калі ў поршні быў палец 3-й катэгорыі, то ў гэтым выпадку замяняюць поршань з пальцам.
Зазоры па вышыні паміж кольцамі і канаўкамі правяраюць наборам мацаў, усталёўваючы кольца ў адпаведную канаўку.
У замку кольцаў зазор правяраюць, устаўляючы іх у калібр, мелы дыяметр адтуліны, роўны намінальнаму дыяметру кольца з допускам±0,003 мм. Для гэтай мэты можна выкарыстоўваць калібр А.96137 (для рухавікоў 2101) або 67.8125.9501 (для рухавікоў 21011) 1.
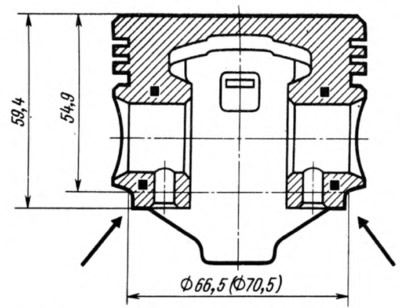
Пры замене поршняў неабходна падабраць іх па масе, бо поршні аднаго рухавіка не павінны адрознівацца больш за на 2,5 г. У тым выпадку, калі няма камплекта поршняў адной групы па масе, можна падагнаць яе, выдаляючы метал напільнікам або фрэзай раўнамерна з двух. бакоў на ніжняй вонкавай баку бобышек пад поршневай палец (мал. 6). Здым металу, аднак, не павінен перавышаць 4,5 мм па вышыні адносна намінальнай вышыні поршня (59,4 мм), а па шырыні абмяжоўваецца дыяметрам 66,5 мм (70,5 мм для рухавіка мадэлі 21011).
Зборка
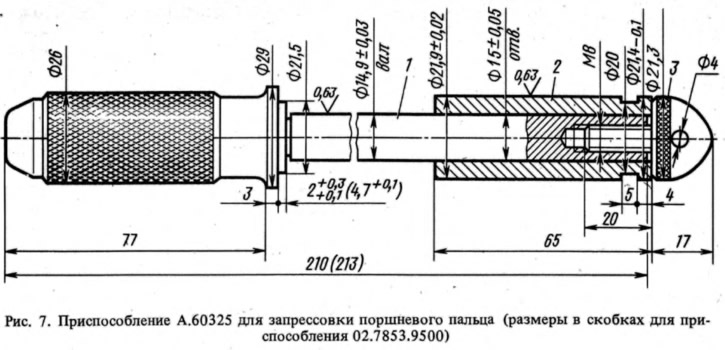
Палец запрасоўваецца ў верхнюю галоўку шатуна з нацягам, таму для палягчэння гэтай аперацыі шатун награваюць, вытрымаўшы яго ў печы пры 240°С не менш за 15 мін. Запрасоўваць палец варта як мага хутчэй, бо шатун хутка астуджаецца, а ў астуджаным шатуне нельга змяніць становішча пальца. Апошні неабходна загадзя падрыхтаваць да зборкі, надзеўшы яго на валік 1 (мал. 7) прынады А.60325 і ўсталяваўшы на канцы гэтага валіка накіроўвалую 2, замацаваную шрубай 3. Вінт зацягваюць няшчыльна, каб не адбылося закліноўвання пры пашырэнні пальца ад кантакту з нагрэтым шатуном . Пры запрэсоўцы поршневых пальцаў у поршні рухавікоў 21011 неабходна карыстацца прынадай 02.7853.9500 замест А.60325.
Выняты з печы шатун хутка заціскаюць у цісках і апранаюць поршань на шатун так, каб пазнака "П" на поршні знаходзілася са боку вынахаду адтуліны для алею на ніжняй галоўцы шатуна. Праштурхваюць замацаваны на прынадзе 1 поршневай палец 2 у адтуліну поршня і верхнюю галоўку шатуна (мал. 8) да ўпора краю дзяржальні прынады ў поршань. Падчас гэтай аперацыі поршань павінен прыціскацца да верхняй галоўкі шатуна ў напрамку запрэсоўкі пальца, як паказана стрэлкай. Такім чынам, палец зойме правільнае становішча. Пасля астуджэння шатуна змазваюць палец маторным маслам праз адтуліны ў бабышках поршня.

Пасля зборкі поршня з шатуном правяраюць трываласць запрэсоўкі пальца з дапамогай прынады А.95615 (мал.9). Для гэтага заціскаюць падставу 4 прынады ў ціскі, апускаюць кранштэйны 8 індыкатара і ўсталёўваюць на прынаду поршань з шатуном. Устаўляюць у адтуліну пальца разьбовай стрыжань 3 і прасоўваюць яго да ўпора галоўкі 2 стрыжня ў тарэц пальца. На канец стрыжня накручваюць гайку 5 і зацягваюць яе так, каб яна, датыкаючыся з апорай, абрала магчымыя зазоры. Прыўздымаюць кранштэйны 8 да гарызантальнага становішча, замацоўваюць яго дзяржальняй 7 і ўсталёўваюць штыфт 1 індыкатара 9 на галоўцы 2 стрыжня, устаўленага ў палец. Усталёўваюць стрэлку індыкатара на нуль і ўстаўляюць у пазу разьбовага стрыжня ўпор 6, каб стрыжань не проворачивался. Дынаметрычным ключом укручваюць гайку 5 момантам 1,3 кгс·м,
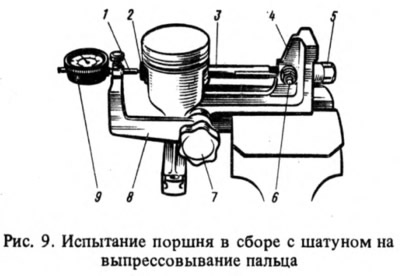
Пасадка пальца ў шатуне будзе правільнай, калі пасля спынення дзеяння дынамаметрычнага ключа і вяртанні гайкі ў першапачатковае становішча стрэлка індыкатара вернецца на нуль. У выпадку праслізгвання пальца ў верхняй галоўцы шатуна неабходна замяніць шатун новым.
Пасля праверкі запрэсоўкі пальца змазваюць маторным маслам канаўкі на поршні і поршневыя кольцы. Усталёўваюць кольцы на поршань, арыентуючы іх так, каб замак верхняга компрессионного кольцы размяшчаўся пад кутом прыблізна 45°да восі поршневага пальца, замак ніжняга компрессионного кольцы - пад кутом прыблізна 180°да восі замка верхняга ком 90°да восі замка верхняга компрессіонные кольцы.
Ніжняе компрессионное кольца усталёўваецца ўніз вывострываннем, якая маецца ў яго на вонкавай паверхні. Калі на кольцы нанесеная пазнака ''Верх" або "ТОР", то кольца ўсталёўваюць пазнакай уверх. У маслосъемных кольцаў, выпушчаных да 1987 г., фаскі на вонкавай паверхні былі несіметрычнымі. Таму гэтыя кольцы неабходна ўсталёўваць на поршань фаскамі ўверх. Перад усталёўкай маслосъемных кольцаў правяраюць, каб стык спружыннага пашыральніка размяшчаўся са боку, процілеглай замку кольца.
Заўвагі
1. Калібр А.96137 - кольца таўшчынёй 26 мм з вонкавым дыяметрам 122 мм і ўнутраным (76±0,003) мм. Калібр 67.8125.9501 адрозніваецца ад А.96137 толькі ўнутраным дыяметрам.