
Dezasamblarea si verificarea
Înainte de a verifica biela și grupul de piston, inelele sunt îndepărtate de pe piston și curățate de depunerile de carbon, depunerile sunt îndepărtate de pe canalele de lubrifiere ale pistonului și bielei. Apoi verificați dacă există deteriorări ale pieselor. Fisurile de orice natură pe piston, segmente de piston, bolț, biela și capacul acestuia sunt inacceptabile. În acest caz, sunt necesare piese de schimb.
Pentru a înlocui pistonul, bolțul pistonului sau tija de legătură, acestea sunt demontate, pentru care degetul este apăsat sub presiune (cu o forță de cel puțin 800 kgf) folosind dornul A.60308, centrat în orificiul bolțului pistonului, și un suport cu o locașă cilindrice în care se încadrează pistonul. Mandrinul A.60308 este o tijă în trepte cu diametrul și lungimea piesei de lucru, respectiv, 21 și respectiv 80 mm. Diametrul tijei de centrare (14,9±0,05) mm. Utilizarea unui ciocan pentru presare și presare este inacceptabilă, deoarece pistonul poate fi deteriorat.
Înainte de asamblare, verificați golurile matelor, care trebuie să corespundă datelor fila. 2.
Potrivirea bolțului pistonului la piston se verifică prin introducerea unui știft de piston selectat, lubrifiat în prealabil cu ulei de motor, în orificiul bofului pistonului. Aterizarea este considerată normală dacă știftul pistonului intră în orificiu cu o simplă apăsare a degetului mare și nu cade din bos când pistonul este ținut vertical cu bolțul pistonului. Dacă degetul cade din șef, atunci acesta este înlocuit cu un deget din următoarea categorie. Dacă a existat un deget de categoria 3 în piston, atunci în acest caz pistonul cu degetul este înlocuit.
Spațiile de înălțime dintre inele și caneluri sunt verificate cu un set de palpatoare, plasând inelul în canelura corespunzătoare.
În blocarea inelelor se verifică golul prin introducerea acestora într-un calibre cu diametrul orificiului egal cu diametrul nominal al inelului cu o toleranță de±0,003 mm. În acest scop, puteți folosi calibrul A.96137 (pentru motoare 2101) sau 67.8125.9501 (pentru motoare 21011) 1.
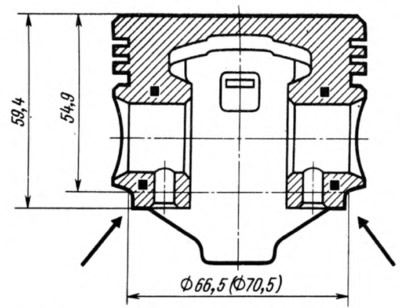
Când înlocuiți pistoanele, este necesar să le selectați în funcție de greutate, deoarece pistoanele unui motor nu ar trebui să difere cu mai mult de 2,5 g. laturile de pe partea exterioară inferioară a știfturilor pistonului (orez. 6). Cu toate acestea, îndepărtarea metalului nu trebuie să depășească 4,5 mm înălțime față de înălțimea nominală a pistonului (59,4 mm), iar lățimea este limitată la un diametru de 66,5 mm (70,5 mm pentru modelul de motor 21011).
Asamblare
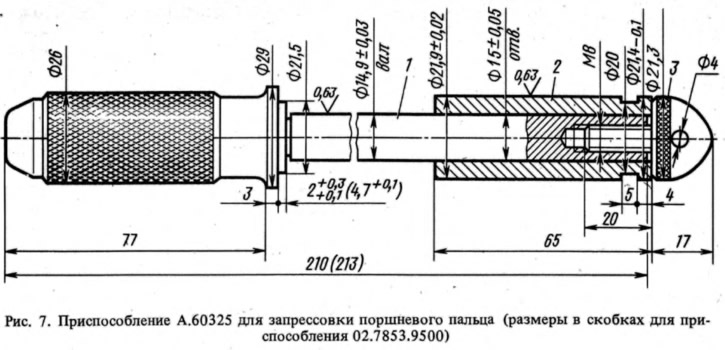
Știftul este presat în capul superior al bielei cu o potrivire prin interferență, prin urmare, pentru a facilita această operațiune, biela este încălzită ținând-o într-un cuptor la 240°C timp de cel puțin 15 minute. Știftul trebuie apăsat cât mai curând posibil, deoarece biela se răcește rapid, iar într-o biela răcită este imposibil să se schimbe poziția știftului. Acesta din urmă trebuie pregătit în prealabil pentru asamblare, punându-l pe rola 1 (orez. 7) dispozitivul de fixare A.60325 și montarea ghidajului 2 la capătul acestei role, fixat cu șurubul 3. Șurubul este strâns ușor, astfel încât să nu se producă blocaj atunci când degetul se extinde din contactul cu biela încălzită. Când apăsați știfturile pistonului în pistoanele motoarelor 21011, este necesar să folosiți unealta 02.7853.9500 în loc de A.60325.
Biela scoasă din cuptor este prinsă rapid într-o menghină și pistonul este pus pe biela astfel încât marcajul "P" pe piston se afla pe partea de ieșire a orificiului de ulei de pe capul inferior al bielei. Împingeți știftul pistonului 2 fixat pe dispozitivul de fixare 1 în orificiul pistonului și în capul superior al bielei (orez. 8) până când oprește marginea mânerului dispozitivului în piston. În timpul acestei operațiuni, pistonul trebuie apăsat pe capul superior al bielei în direcția de apăsare a știftului, așa cum este indicat de săgeată. Astfel, degetul va lua poziția corectă. După răcirea bielei, ungeți degetul cu ulei de motor prin orificiile din bofurile pistonului.

După asamblarea pistonului cu biela se verifică rezistența bolțului cu ajutorul instrumentului A.95615 (fig.9). Pentru a face acest lucru, prindeți baza 4 a dispozitivului de fixare într-o menghină, coborâți suportul indicator 8 și instalați un piston cu o biela pe dispozitiv. Tija filetată 3 se introduce în orificiul degetului și se avansează până când capul 2 al tijei se oprește de capătul degetului. Piulița 5 se înșurubează pe capătul tijei și se strânge astfel încât, în contact cu suportul, selectează posibilele goluri. Ridicați suportul 8 în poziție orizontală, fixați-l cu mânerul 7 și instalați știftul 1 al indicatorului 9 pe capul 2 al tijei introdus în deget. Setați acul indicator la zero și introduceți opritorul 6 în canelura tijei filetate, astfel încât tija să nu se rotească. Piulița 5 este strânsă cu o cheie dinamometrică cu un cuplu de 1,3 kgf·m, corespunzător unei sarcini axiale de 400 kgf.
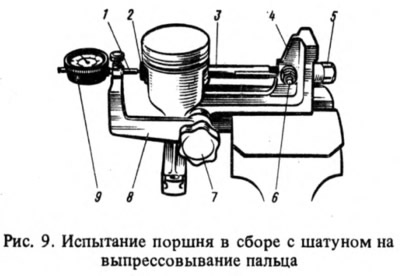
Aterizarea știftului în biela va fi corectă dacă, după terminarea cheii dinamometrice și revenirea piuliței în poziția inițială, acul indicator revine la zero. Dacă știftul alunecă în capul superior al bielei, biela trebuie înlocuită cu una nouă.
După verificarea apăsării degetului, lubrifiați canelurile de pe piston și segmente de piston cu ulei de motor. Instalați inelele pe piston, orientându-le astfel încât blocarea inelului de compresie superior să fie situat la un unghi de aproximativ 45°față de axa bolțului pistonului, blocarea inelului de compresie inferior să fie la un unghi de aproximativ 180°față de axa de blocare a inelului de compresie superior, iar blocarea inelului de raclere a uleiului este la un unghi de aproximativ 90°față de axa de blocare a inelului de compresie superior.
Inelul de compresie inferior este instalat în jos cu o canelură pe care o are pe suprafața exterioară. Dacă inelul este marcat "Sus"" sau "TOR", apoi inelul este instalat cu marcajul sus. Pentru inelele raclete de ulei fabricate înainte de 1987, teșiturile de pe suprafața exterioară au fost asimetrice. Prin urmare, aceste inele trebuie instalate pe piston cu teșituri în sus. Înainte de a instala inelele de raclere a uleiului, se verifică dacă îmbinarea expansoarei arcului este situată pe partea opusă blocării inelului.
Note
1. Calibrul A.96137 - un inel de 26 mm grosime cu un diametru exterior de 122 mm și un interior (76±0,003) mm. Calibrul 67.8125.9501 diferă de A.96137 doar prin diametrul interior.