
Demontaż i sprawdzenie
Przed sprawdzeniem korbowodu i grupy tłoków pierścienie są usuwane z tłoka i oczyszczane z osadów węgla, osady są usuwane z kanałów smarowania tłoka i korbowodu. Następnie sprawdź, czy części nie są uszkodzone. Pęknięcia jakiegokolwiek rodzaju na tłoku, pierścieniach tłokowych, sworzniu, korbowodzie i jego osłonie są niedopuszczalne. W takim przypadku wymagane są części zamienne.
Aby wymienić tłok, sworzeń tłokowy lub korbowód, są one demontowane, przez co palec jest naciskany pod ciśnieniem (z siłą co najmniej 800 kgf) za pomocą trzpienia A.60308 wyśrodkowanego w otworze sworznia tłokowego i wspornika z cylindrycznym wgłębieniem, w które pasuje tłok. Trzpień A.60308 to pręt schodkowy o średnicy i długości części roboczej odpowiednio 21 i 80 mm. Średnica trzpienia centrującego (14,9±0,05) mm. Używanie młotka do wciskania i dociskania jest niedopuszczalne, gdyż może dojść do uszkodzenia tłoka.
Przed montażem sprawdź szczeliny wiązań, które muszą odpowiadać danym patka. 2.
Dopasowanie sworznia tłokowego do tłoka sprawdza się poprzez wsunięcie wybranego sworznia tłokowego, uprzednio nasmarowanego olejem silnikowym, w otwór piasty tłoka. Lądowanie uważa się za normalne, jeśli sworzeń tłokowy wejdzie do otworu po prostym naciśnięciu kciukiem i nie wypadnie z piasty, gdy tłok jest trzymany pionowo za pomocą sworznia tłokowego. Jeśli palec wypadnie z bossa, zostanie zastąpiony palcem następnej kategorii. Jeśli w tłoku znajdował się palec kategorii 3, to w takim przypadku tłok z palcem jest wymieniany.
Szczeliny wysokości między pierścieniami i rowkami sprawdza się za pomocą zestawu czujników, umieszczając pierścień w odpowiednim rowku.
W zamku pierścieni szczelinę sprawdza się, wkładając je do sprawdzianu o średnicy otworu równej nominalnej średnicy pierścienia z tolerancją±0,003 mm. Do tego celu można wykorzystać kaliber A.96137 (dla silników 2101) lub 67.8125.9501 (dla silników 21011) 1.
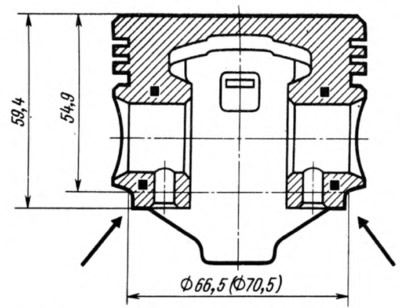
Podczas wymiany tłoków należy je dobrać wagowo, ponieważ tłoki jednego silnika nie powinny różnić się więcej niż o 2,5 g. boki na dolnej zewnętrznej stronie piast sworzni tłokowych (Ryż. 6). Usuwanie metalu nie może jednak przekraczać 4,5 mm wysokości w stosunku do nominalnej wysokości tłoka (59,4 mm), a szerokość jest ograniczona do średnicy 66,5 mm (70,5 mm dla modelu silnika 21011).
Montaż
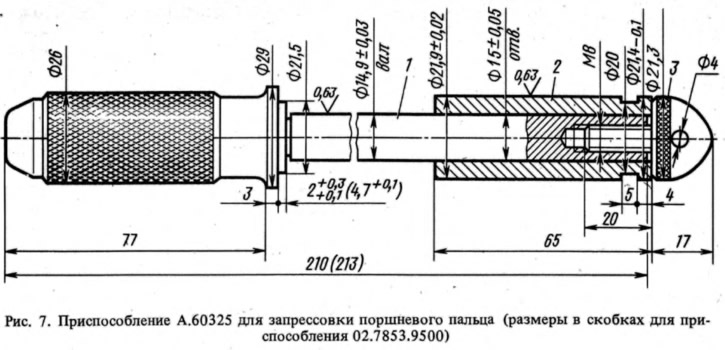
Sworzeń wciska się w górną głowicę korbowodu z pasowaniem ciasnym, dlatego w celu ułatwienia tej operacji korbowód jest podgrzewany poprzez trzymanie go w piekarniku w temperaturze 240°C przez co najmniej 15 minut. Sworzeń należy wcisnąć jak najszybciej, ponieważ korbowód szybko się ochładza, aw schłodzonym korbowodzie nie można zmienić położenia sworznia. Ten ostatni należy wcześniej przygotować do montażu poprzez nałożenie go na rolkę 1 (Ryż. 7) uchwyt A.60325 i prowadnicę instalacyjną 2 na końcu tej rolki, przymocowaną śrubą 3. Śruba jest luźno dokręcona, aby nie doszło do zakleszczenia, gdy palec rozszerzy się od kontaktu z rozgrzanym korbowodem. Podczas wciskania sworzni tłokowych w tłoki silników 21011 należy użyć narzędzia 02.7853.9500 zamiast A.60325.
Korbowód wyjęty z pieca szybko zaciska się w imadle, a tłok umieszcza się na korbowodzie tak, aby znak "P" na tłoku znajdował się po stronie wyjściowej otworu olejowego na dolnej głowicy korbowodu. Wcisnąć sworzeń tłokowy 2 zamocowany na uchwycie 1 w otwór tłoka i górną głowicę korbowodu (Ryż. 8) aż do zatrzymania krawędzi uchwytu urządzenia w tłoku. Podczas tej operacji tłok musi być dociśnięty do górnej głowicy korbowodu w kierunku wciskania sworznia, jak pokazano strzałką. W ten sposób palec zajmie właściwą pozycję. Po schłodzeniu korbowodu nasmaruj palec olejem silnikowym przez otwory w piastach tłoka.

Po zmontowaniu tłoka z korbowodem sprawdza się wytrzymałość sworznia za pomocą narzędzia A.95615 (rys.9). Aby to zrobić, zaciśnij podstawę 4 uchwytu w imadle, opuść wspornik wskaźnika 8 i zainstaluj tłok z korbowodem na uchwycie. Gwintowany pręt 3 jest wkładany do otworu palca i przesuwany, aż główka 2 pręta zatrzyma się na końcu palca. Nakrętka 5 jest nakręcana na koniec pręta i dokręcana tak, aby w kontakcie z podporą wybierała możliwe szczeliny. Podnieś wspornik 8 do pozycji poziomej, zamocuj go uchwytem 7 i zamontuj sworzeń 1 wskaźnika 9 na główce 2 pręta włożonego w palec. Ustaw iglicę wskaźnika na zero i włóż ogranicznik 6 w rowek pręta gwintowanego, aby pręt się nie obracał. Nakrętka 5 jest dokręcana kluczem dynamometrycznym z momentem obrotowym 1,3 kgf•m, co odpowiada obciążeniu osiowemu 400 kgf.
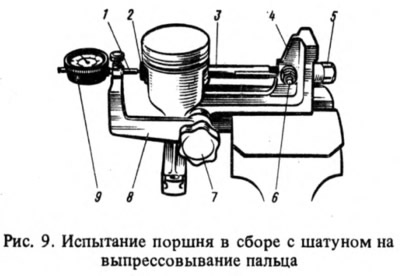
Lądowanie sworznia w korbowodzie będzie prawidłowe, jeśli po zakończeniu działania klucza dynamometrycznego i powrocie nakrętki do pierwotnego położenia wskazówka wskaźnika powróci do zera. Jeśli sworzeń ślizga się w górnej główce korbowodu, korbowód należy wymienić na nowy.
Po sprawdzeniu dociśnięcia palca nasmaruj rowki na tłoku i pierścieniach tłokowych olejem silnikowym. Zamontować pierścienie na tłoku, ustawiając je tak, aby blokada górnego pierścienia dociskowego znajdowała się pod kątem około 45°do osi sworznia tłokowego, blokada dolnego pierścienia dociskowego była ustawiona pod kątem około 180°do osi blokady górnego pierścienia dociskowego, a blokada pierścienia zgarniającego olej jest pod kątem około 90°do osi blokady górnego pierścienia dociskowego.
Dolny pierścień zaciskowy jest montowany w dół z rowkiem, który ma na zewnętrznej powierzchni. Jeśli pierścień jest oznaczony jako "Top" Lub "SŁUP", następnie pierścień jest instalowany ze znacznikiem do góry. W przypadku pierścieni zgarniających olej wyprodukowanych przed 1987 r. skosy na powierzchni zewnętrznej były asymetryczne. Dlatego pierścienie te należy montować na tłoku fazami do góry. Przed zamontowaniem pierścieni zgarniających olej należy sprawdzić, czy złącze rozpieracza sprężyny znajduje się po stronie przeciwnej do blokady pierścienia.
Notatki
1. Kaliber A.96137 - pierścionek o grubości 26 mm i średnicy zewnętrznej 122 mm oraz wewnętrznej (76±0,003) mm. Kaliber 67.8125.9501 różni się od A.96137 tylko średnicą wewnętrzną.