
Зазор рэгулююць у наступным парадку. Здымаюць вечка галоўкі цыліндраў і пярэдняе ахоўнае вечка зубчастага рамяня. Выкручваюць свечкі запальвання і выдаляюць алей з алейных ваннаў у галоўцы цыліндраў. Аглядаюць паверхню кулачкоў размеркавальнага вала: на іх не павінна быць задиров, ракавін, зносу і глыбокіх рысак. Усталёўваюць на шпількі мацавання вечка галоўкі цыліндраў прынада 67.7800.9503 для ўтаплення штурхачоў клапанаў. Замест прынады можна карыстацца апраўкай 1 (мал. 50).
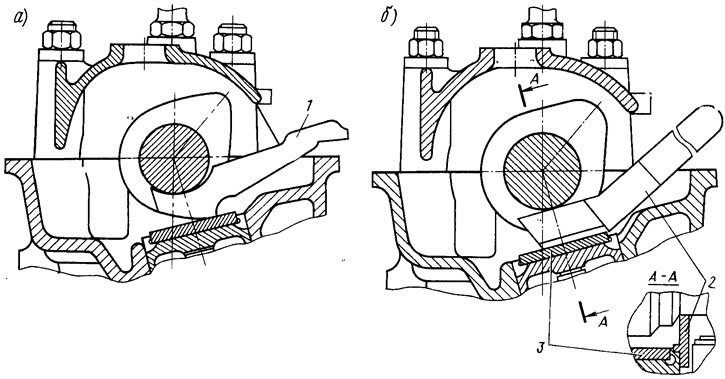
Мал. 50. Утапливание (а) і фіксаванне (б) штурхачоў клапанаў для замены рэгулявальнай шайбы
Паварочваюць каленчаты вал да сумяшчэння ўсталявальных пазнак на шківе і заднім вечку зубчастага рамяня (гл. мал. 6), а затым даварочваюць яго яшчэ на 40-50°(2,5-3 зуба на шківе размеркавальнага вала). Пры гэтым у 1-м цыліндры будзе фаза згарання. Паварочваць каленчаты вал варта толькі па гадзіннікавай стрэлцы альбо за ніт мацавання шківа прывада генератара, альбо прынадай 67.7811.9509 за шкіў размеркавальнага вала. Не дапушчаецца паварочваць каленчаты вал за ніт мацавання шківа размеркавальнага вала, бо можна пашкодзіць ніт.
Правяраюць наборам мацаў зазоры ў 1-га і 3-га кулачкоў размеркавальнага вала. Калі зазор адрозніваецца ад нормы, то прынадай 67.7800.9503 або апраўкай 1 (гл. мал. 50) утапливают штурхач клапана і фіксуюць яго ў ніжнім становішчы, усталяваўшы паміж бокам штурхача і размеркавальным валам фіксатар 2 (67.7800.950
Прынадай 67.7800.9506 (сталёвая пласціна з плоскім магнітам) або абцугамі з вузкімі губкамі выдаляюць рэгулявальную шайбу 3 і мікраметрам вымяраюць яе таўшчыню. Затым вызначаюць таўшчыню новай шайбы па формуле Н = У + (А - З), дзе H - таўшчыня новай шайбы; А - замераны зазор; У - таўшчыня знятай шайбы; З - намінальны зазор.
Прыклад. Дапушчальны: A = 0,26 мм; У = 3,75 мм; З = 0,2 мм (для впускнога клапана). Тады Н = 3,75 + (0,26 - 0,2) = 3,81 мм. У межах допуску на зазор±0,05 мм прымаем таўшчыню новай шайбы, роўную 3,8 мм.
Усталёўваюць у штурхальнік клапана новую рэгулявальную шайбу, прыбіраюць фіксатар 67.7800.9504 і яшчэ раз правяраюць зазор. Калі ён адрэгуляваны дакладна, то мац таўшчынёй 0,2 або 0,35 мм павінен уваходзіць з лёгкім зашчымленне. Паслядоўна паварочваючы каленчаты вал на паўабарота, што адпавядае павароту пазнакі на шківе размеркавальнага вала на 90°, рэгулююць зазоры ў астатніх клапанаў, выконваючы чарговасць, паказаную ў табл. 4. Пасля рэгулявання заліваюць алей у алейныя ванны галоўкі цыліндраў так, каб кропкі кантакту кулачкоў з рэгулявальнымі шайбамі апынуліся ў алеі. Усталёўваюць вечка галоўкі цыліндраў і пярэдняе вечка зубчастага рамяня.
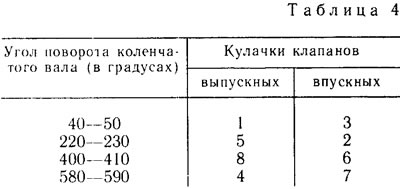
Заўвага. Нумары кулачкоў лічыць па парадку ад шківа размеркавальнага вала.