Поршань - алюмініевы літой. Пры вырабе строга вытрымліваецца маса поршняў. Таму пры зборцы рухавіка падбіраць поршні адной групы па масе не патрабуецца.
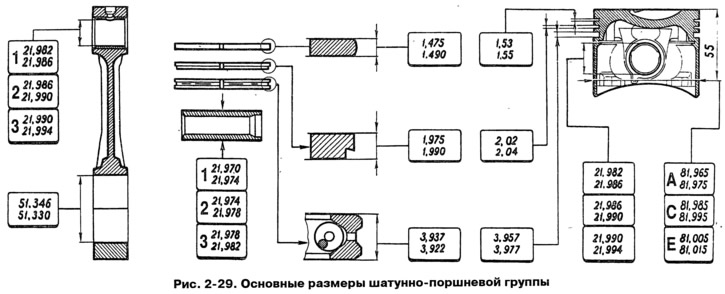
Па вонкавым дыяметры поршні разбітыя на пяць класаў (А, У, З, D, Е) праз 0,01 мм. Вонкавая паверхня поршня мае складаную форму. Па вышыні яна канічная, а ў папярочным перасеку - авальная. Таму вымяраць дыяметр поршня неабходна толькі ў плоскасці, перпендыкулярнай поршневым пальцу, на адлегласці 55 мм ад дна поршня.
Па дыяметры адтуліны пад поршневай палец поршні падпадзяляюцца натры класа (1, 2, 3) праз 0,004 мм. Класы дыяметраў поршня і адтуліны пад поршневай палец таўруюцца на дно поршня (мал. 2-30).
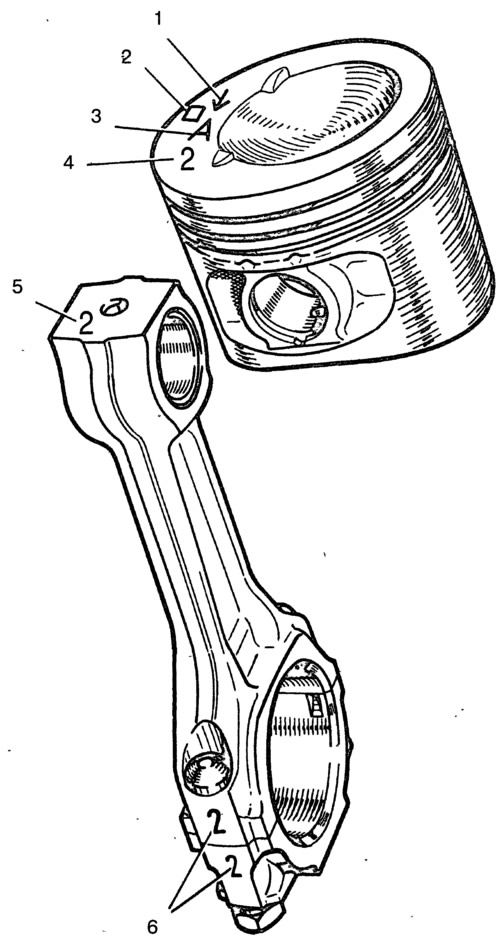
Мал. 2-30. Маркіроўка поршня і шатуна:
1 - стрэлка для арыентавання поршня ў цыліндры; 2 - рамонтны памер; 3 - клас поршня; 4 - клас адтуліны для поршневага пальца; 5 - клас шатуна па адтуліне для поршневага пальца; 6 - нумар цыліндру.
Поршні рамонтных памераў вырабляюцца з павялічаным на 0,4 і 0,8 мм вонкавым дыяметрам. На днах гэтых поршняў ставіцца маркіроўка ў выглядзе трыкутніка або квадрата. Трохкутнік адпавядае павелічэнню вонкавага дыяметра на 0,4 мм, а квадрат - на 0,8 мм.
Стрэлка на дно поршня паказвае, як правільна арыентаваць поршань пры ім усталёўцы ў цыліндр. Яна павінна быць накіравана ў бок прывада размеркавальнага вала.
Поршневай палец - сталёвы, полы, які плавае тыпу, г.зн. вольна круціцца ў бабышках поршня і ўтулцы шатуна. Палец фіксуецца ў поршні двума сталёвымі стопарнымі кольцамі.
Па вонкавым дыяметры пальцы падпадзяляюцца на тры класа праз 0,004 мм. Клас маркіруецца фарбай на тарцы пальца: сіняя пазнака - першы, зялёная - другі, а чырвоная - трэці клас.
Поршневыя кольцы - выраблены з чыгуну. Верхняе компрессіонные кольца - з храмаванай бочкападобнай вонкавай паверхняй. Ніжняе компрессіонные кольца скрабковага тыпу. Маслаздымнае кольца - з храмаванымі працоўнымі беражкамі і з расціскной вітай спружынай (пашыральнікам).
На кольцах рамонтных памераў ставіцца лічбавая маркіроўка "40" ці "80", што адпавядае павелічэнню вонкавага дыяметра на 0,4 або 0,8 мм.
Шатун - сталёвы, каваны. Ён апрацоўваецца разам з вечкам, і таму яны ў асобнасці неўзаемазаменныя. Каб пры зборцы не пераблытаць вечкі і шатуны, на іх таўруецца нумар 6 (мал. 2-30) цыліндру, у які яны ўсталёўваюцца. Пры зборцы лічбы на шатуне і вечку павінны знаходзіцца з аднаго боку.
У верхнюю галоўку шатуна запрасавана стале-бронзавая ўтулка. Па дыяметры адтуліны гэтай утулкі шатуны падпадзяляюцца на тры класа праз 0,004 мм (гэтак жа, як і поршні). Нумар 5 класа таўруецца на верхняй галоўцы шатуна.
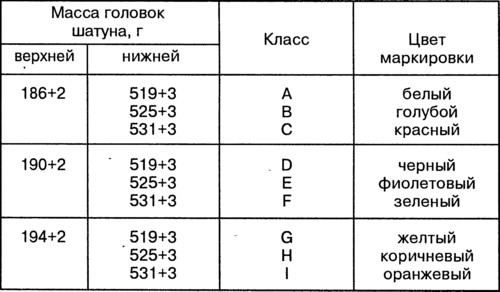
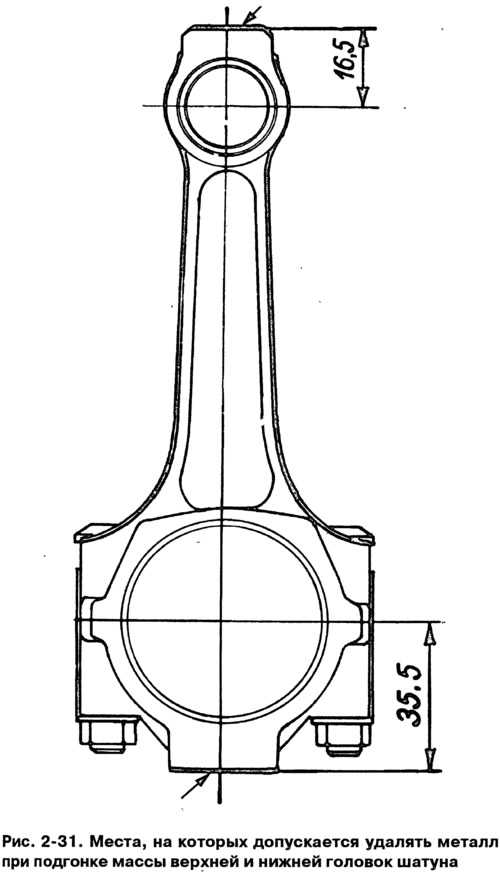
Па масе верхняй і ніжняй галовак шатуны падпадзяляюцца на класы (табл. 2-1), якія маркіруюцца фарбай на стрыжні шатуна. На рухавік павінны ўсталёўвацца шатуны аднаго класа па масе. Падганяць масу бадзягаў можна выдаленнем металу з бобышек на галоўках да мінімальных памераў 16,5 і 35,5 мм (мал. 2-31).
Табліца 2-1. Класы бадзягаў па масе верхняй і ніжняй галовак