
Галоўка блока цыліндраў
Дбайна вымыйце галоўку цыліндраў і ачысціце алейныя каналы. Выдаліце нагар з камер згарання і з паверхні выпускных каналаў металічнай шчоткай.
Агледзіце галоўку блока цыліндраў. Расколіны ў любых месцах галоўкі блока цыліндраў не дапушчаюцца. Пры падазроне на трапленне астуджальнай вадкасці ў алей праверце герметычнасць галоўкі цыліндраў.
Для праверкі герметычнасці зачыніце адтуліны астуджальнай кашулі галоўкі блока цыліндраў заглушкамі, уваходнымі ў камплект прынады А.60334 (мал. 2-45). Нагнятайце помпай у кашулю астуджэнні галоўкі цыліндраў ваду пад ціскам 0,5 Мпа (5 кгс/см2). На працягу 2 мін не павінна назірацца ўцечкі вады з галоўкі блока цыліндраў.
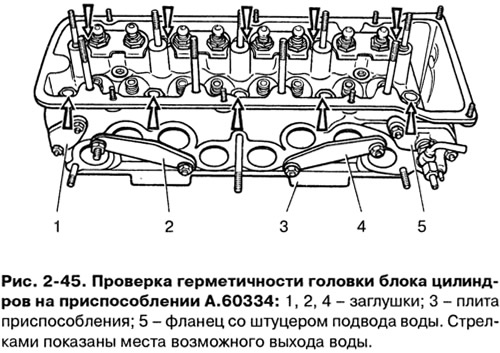
Можна праверыць герметычнасць галоўкі цыліндраў і сціснутым паветрам, для чаго таксама ўсталюеце на галоўцы цыліндраў заглушкі прынады А.60334. Апусціце галоўку цыліндраў у ванну з вадой, прагрэтай да 60-80°С, і дайце ёй прагрэцца на працягу 5 мін. Затым падайце ўнутр галоўкі сціснутае паветра пад ціскам 0,15-0,2 Мпа (1,5-2 кгс/см2). На працягу 1-1,5 мін не павінна назірацца выхаду бурбалак паветра з галоўкі.
Сядла клапанаў
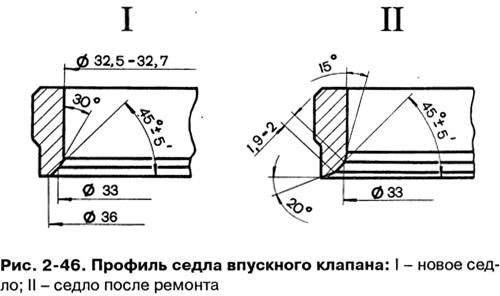
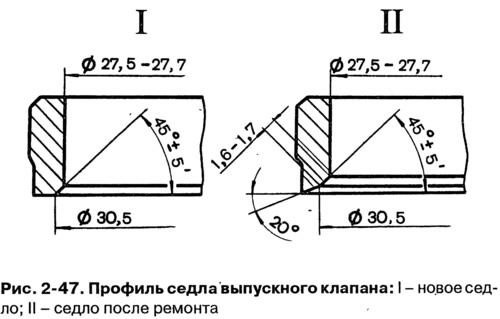
Форма фасак сёдлаў клапанаў паказана на мал. 2-46 і 2-47. На працоўных фасках сёдлаў (зона кантакту з клапанамі) не павінна быць кропкавых ракавін, карозіі і пашкоджанняў. Невялікія пашкоджанні можна ўхіліць шліфаваннем сёдлаў, здымаючы як мага менш металу. Шліфаваць можна як уручную, так і з дапамогай шліфавальнай машынкі.
Для шліфавання сёдлаў усталюеце галоўку блока цыліндраў на падстаўку, устаўце ў накіроўвалую ўтулку клапана стрыжань А.94059 і ачысціце фаскі сёдлаў ад нагару зенкерамі А.94031 і А.94092 для сёдлаў выпускных клапанаў і зенкерамі А.94010 і для. . Зенкера апранаюцца на шпіндзель А.94058 і цэнтруюцца накіроўвалым стрыжнем А.94059. Гэтыя стрыжні існуюць двух розных дыяметраў: А.94059/1 - для накіроўвалых утулак впускных клапанаў і А.94059/2 для накіроўвалых утулак выпускных клапанаў.
Надзеньце на накіроўвалы стрыжань А.94059 спружыну А.94069/5, усталюеце на шпіндзель А.94069 канічны круг А.94078 для сёдлаў выпускных клапанаў або круг А.94100 для сёдлаў впускных клапанаў, замацуйце шпіндзель у клапане шліфавальнай машынцы 2-48).
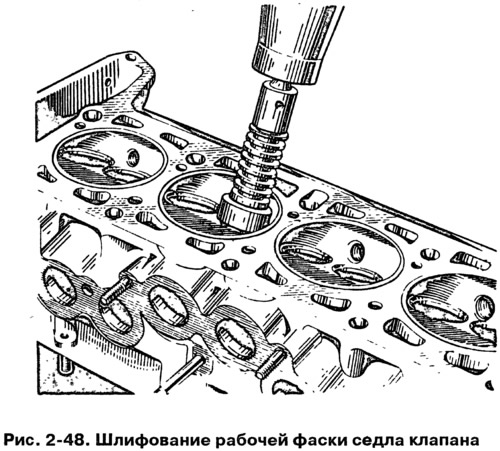
У момант судотыку круга з сядлом машынка павінна быць уключаная, інакш паўстане вібрацыя і фаска будзе няправільнай. Рэкамендуецца часцей вырабляць праўку круга алмазнай прыладай.
Для сёдлаў выпускных клапанаў шырыню працоўнай фаскі давядзіце да велічынь, паказаных на мал. 2-46, зенкерам А.94031 (кут 20°) і зенкерам А.94092, якім ухіляецца наклеп на ўнутраным дыяметры. Зенкеры апранаюцца на шпіндзель А.94058 і, гэтак жа, як і пры шліфаванні, цэнтруюцца стрыжнем А.94059.
У сёдлаў впускных клапанаў шырыню працоўнай фаскі давядзіце да велічынь, паказаных на мал. 2-47, спачатку апрацаваўшы ўнутраную фаску зенкерам А.94003 (мал. 2-49) да атрымання дыяметра 33 мм, а затым фаску 20°зенкерам А.94101 да атрымання працоўнай фаскі шырынёй 1,9-2 мм.

Клапаны
Выдаліце нагар клапанаў. Праверце, ці не дэфармаваны стрыжань і ці няма расколін на талерцы. Пашкоджаны клапан заменіце.
Праверце стан працоўнай фаскі клапана. Пры дробных пашкоджаннях яе можна прашліфаваць, вытрымліваючы кут фаскі 45°30 `± 5 '. Пры гэтым адлегласці ад ніжняй плоскасці талеркі клапана да базавых дыяметраў (36 і 30,5 мм) павінны быць у межах, указаных на мал. 2-50.

Накіроўвалыя ўтулкі клапанаў
Праверце зазор паміж накіроўвалымі ўтулкамі і стрыжнем клапана, вымераўшы дыяметр утулкі клапана і адтуліна накіроўвалай утулкі.
Разліковы зазор для новых утулак: 0,022-0,055 мм для впускных клапанаў і 0,029-0,062 мм для выпускных клапанаў; максімальна дапушчальны лімітавы зазор (пры зносе) - 0,3 мм, пры ўмове адсутнасці падвышанага шуму газаразмеркавальнага механізму.
Калі павялічаны зазор паміж накіроўвалай утулкай і клапанам не можа быць ухілены заменай клапана, то заменіце ўтулкі клапанаў, карыстаючыся для выпрасоўкі і запрэсоўкі апраўкай A.60153/R (мал. 2-51).

Запрасоўвайце накіравальныя ўтулкі з надзетым стопарным кольцам да ўпора яго ў цела галоўкі цыліндраў.
Пасля запрэсоўкі разгарніце адтуліны ў накіроўвалых утулках разгорткамі А.90310/1 (для ўтулак впускных клапанаў) і А.90310/2 (для ўтулак выпускных клапанаў).
Маслаадбівальныя каўпачкі накіравальных утулак пры рамонце рухавіка заўсёды замяняйце новымі.
Пашкоджаныя маслоотражательные каўпачкі замяняйце на знятай галоўцы цыліндраў. Для напрасоўкі каўпачкоў карыстайцеся апраўкай 41.7853.4016.
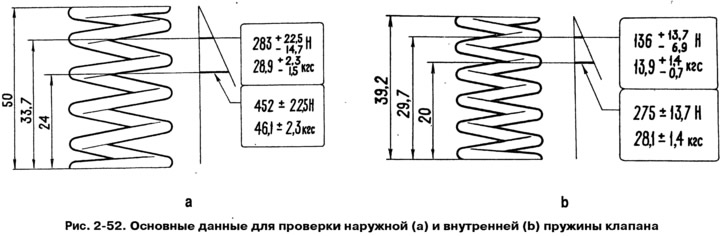
Спружыны
Пераканайцеся, што на спружынах неттрещин і не паменшылася іх пругкасць, для чаго праверце іх дэфармацыю пад нагрузкай (мал. 2-52).
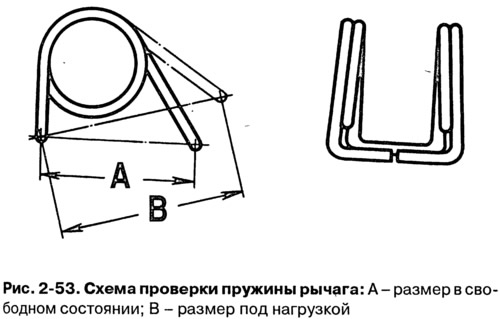
Для спружын рычагоў (мал. 2-53) памер А (спружына ў вольным стане) павінен быць 35 мм, а памер У пад нагрузкай 51-73,5 Н (5,2-7,5 кгс) - 43 мм.
Балты мацавання галоўкі цыліндраў
Пры шматразовым выкарыстанні нітаў яны выцягваюцца. Таму праверце, ці не перавышае даўжыня стрыжня ніта (без уліку даўжыні галоўкі) 120 мм, калі яна больш, то заменіце ніт новым.
Пры замене нітаў не пераблытайце іх з нітамі ад іншых рухавікоў ВАЗ такога ж тыпу (2101, 21011, 2103, 2107, 2121), якія маюць падобныя ніты, але з іншай сталі.
У нітаў рухавікоў 21213 даўжыня разьбярства 70 мм (у іншых рухавікоў 30 мм), і ў нітаў 21213 няма адметнай пазнакі (лункі дыяметрам 7,5 мм) у адтуліне пад ключ.
Рычагі клапанаў
Праверце стан працоўных паверхняў рычага, якія спалучаюцца са стрыжнем клапана, з кулачком размеркавальнага вала і са сферычным канцом рэгулявальнага ніта. Калі на гэтых паверхнях з'явіліся задзіракі або рыскі, заменіце рычаг новым.
Калі выяўлена дэфармацыя ці іншыя пашкоджанні на ўтулцы рэгулявальнага ніта рычага або на самім ніце, таксама заменіце гэтыя дэталі.