Piston - aluminiu turnat. În fabricarea masei de pistoane este strict menținută. Prin urmare, la asamblarea motorului, nu este necesară selectarea pistoanelor din același grup în funcție de greutate.
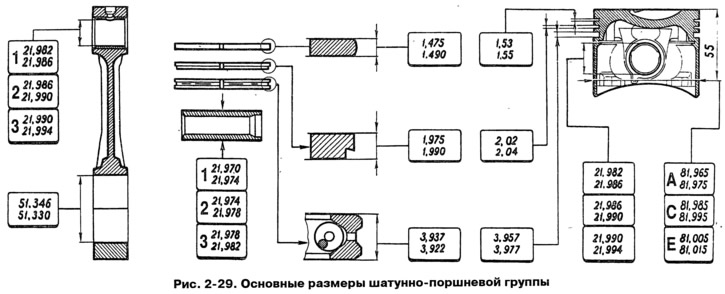
Diametrul exterior al pistoanelor este împărțit în cinci clase (A, B, C, D, E) prin 0,01 mm. Suprafața exterioară a pistonului are o formă complexă. Este conic în înălțime și oval în secțiune transversală. Prin urmare, este necesar să se măsoare diametrul pistonului numai într-un plan perpendicular pe bolțul pistonului, la o distanță de 55 mm de coroana pistonului.
În funcție de diametrul găurii pentru bolțul pistonului, pistoanele sunt împărțite în trei clase (1, 2, 3) prin 0,004 mm. Clasele de diametre ale pistonului și alezajele bolțului pistonului sunt ștanțate pe coroana pistonului (orez. 2-30).
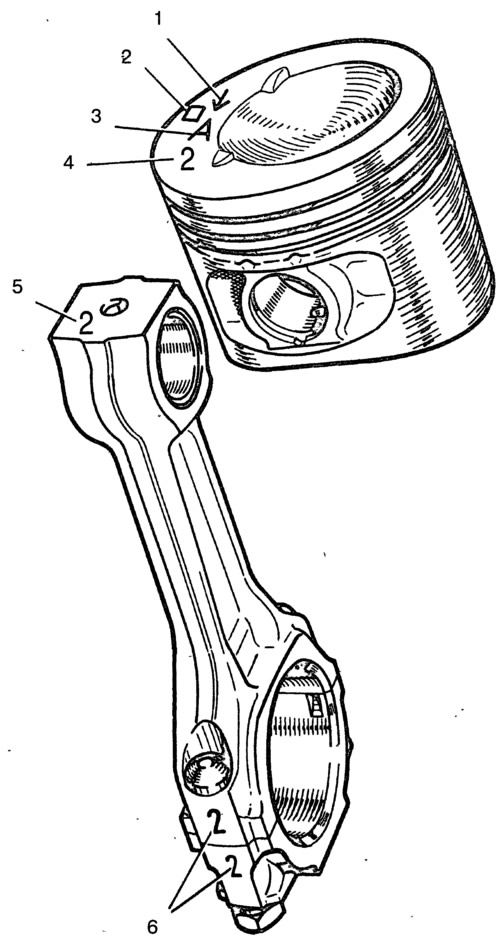
Orez. 2-30. Marcaje pentru piston și biele:
1 - săgeată pentru orientarea pistonului în cilindru; 2 - dimensiunea reparației; 3 - clasa piston; 4 - clasa de orificii pentru bolțul pistonului; 5 - clasa bielei conform orificiului pentru boltul pistonului; 6 - numărul cilindrului.
Pistoanele de dimensiuni de reparație sunt fabricate cu un diametru exterior mărit cu 0,4 și 0,8 mm. Pe partea inferioară a acestor pistoane, marcajele sunt făcute sub formă de triunghi sau pătrat. Un triunghi corespunde unei creșteri a diametrului exterior de 0,4 mm și unui pătrat la 0,8 mm.
Săgeata de pe partea de jos a pistonului arată cum să orientați corect pistonul atunci când este instalat în cilindru. Acesta ar trebui să fie îndreptat către transmisia arborelui cu came.
bolt de piston - otel, tubular, tip plutitor, i.e. se rotește liber în boșurile pistonului și bucșa bielei. Știftul este fixat în piston cu două inele de reținere din oțel.
În funcție de diametrul exterior, degetele sunt împărțite în trei clase până la 0,004 mm. Clasa este marcată cu vopsea pe capătul degetului: semnul albastru este primul, semnul verde este al doilea, iar marcajul roșu este a treia clasă.
Inele de piston - din fonta. Inelul de compresie superior este cu o suprafață exterioară cromată în formă de butoi. Tip racletor cu inel de compresie inferior. Inel racletor de ulei - cu margini de lucru cromate si cu arc elicoidal expansiv (expandator).
Pe inelele dimensiunilor reparate se pune marcaj digital «40» sau «80», care corespunde unei creșteri a diametrului exterior de 0,4 sau 0,8 mm.
biela - otel, forjat. Este prelucrat împreună cu capacul și, prin urmare, nu sunt interschimbabile individual. Pentru a nu confunda capacele și bielele în timpul asamblarii, numărul 6 este ștanțat pe ele (orez. 2-30) cilindrul în care sunt instalate. La asamblare, numerele de pe biela și capac trebuie să fie pe aceeași parte.
O bucșă din oțel-bronz este presată în capul superior al bielei. În funcție de diametrul găurii acestei bucșe, bielele sunt împărțite în trei clase până la 0,004 mm (la fel ca pistoanele). Clasa numărul 5 este ștanțată pe capul superior al bielei.
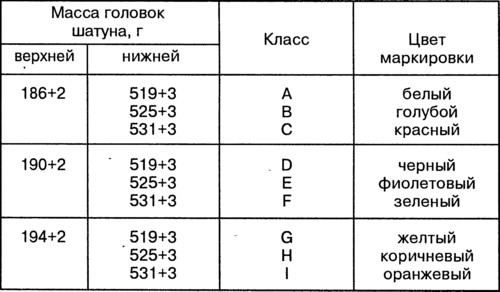
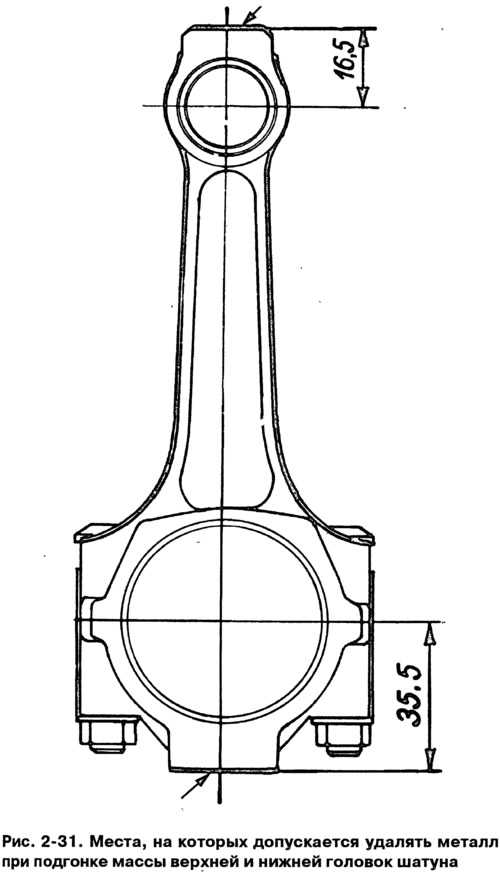
După masa capetelor superioare și inferioare, bielele sunt împărțite în clase (fila. 2-1), marcat cu vopsea pe tija bielei. Pe motor trebuie instalate biele de aceeași clasă de greutate. Puteți ajusta masa bielelor prin îndepărtarea metalului de pe boșurile de pe capete la dimensiunile minime de 16,5 și 35,5 mm (orez. 2-31).
Tabelul 2-1. Clasele de biele în funcție de greutatea capetelor superioare și inferioare