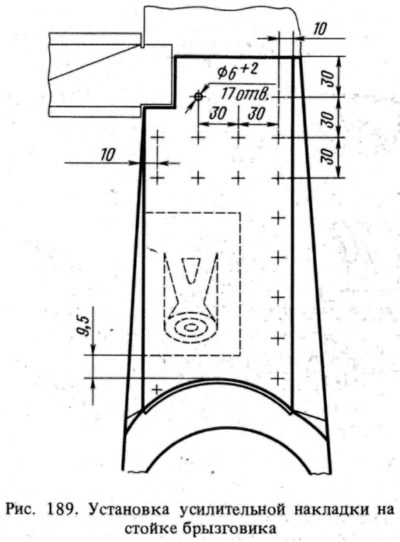
Centrul găurii tampon din suport trebuie să fie cu 97 mm mai mare decât axa brațului superior suspensiei din față, ceea ce corespunde unei distanțe de 9,5 mm de la marginea suportului la suprafața curbată a loncherului.
În cazul deformării rack-ului cu deformarea suprafețelor laterale, suportul este îndepărtat și rack-ul este îndreptat. Fabricat local din tablă de oțel cu grosimea de 1,5 mm (pentru a consolida suportul) și găuriți în ea găuri cu un diametru de 6-8 mm, păstrând dimensiunile prezentate în Fig. 189. Curățați suprafața rackului, sudați placa prin sudare cu arc electric în jurul perimetrului și găurilor. Apoi se sudează suportul tampon, păstrând dimensiunile indicate mai sus.