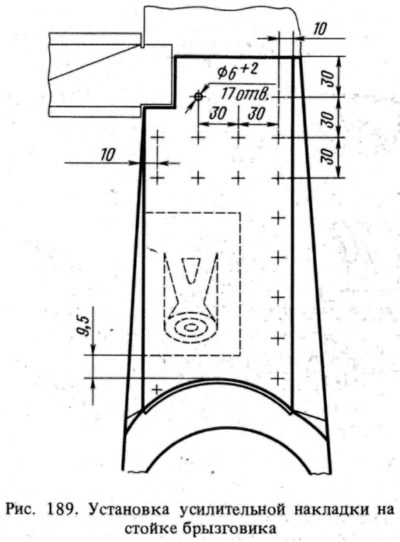
Центр отвору під буфер у кронштейні повинен бути на 97 мм вище за осі верхнього важеля передньої підвіски, що відповідає відстані 9,5 мм від краю кронштейна до криволінійної поверхні стійки.
У разі деформації стійки з деформацією бічних поверхонь видаляють кронштейн та виправляють стійку. Виготовляють за місцем накладку з листової сталі завтовшки 1,5 мм (для посилення стійки) і свердлять у ній отвори діаметром 6-8 мм, витримуючи розміри, показані на рис. 189. Зачищають поверхню стійки, приварюють накладку електродуговим зварюванням по периметру та отворам. Потім приварюють кронштейн буфера, витримуючи вказані вище розміри.