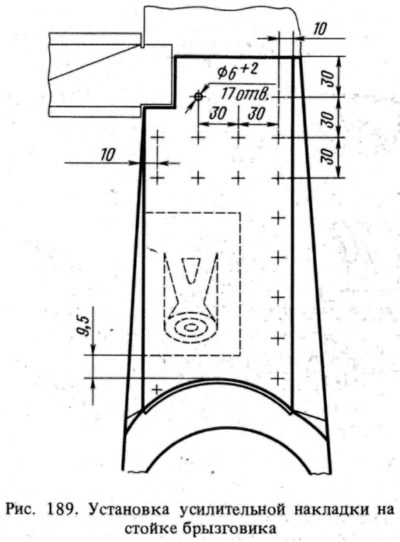
The center of the buffer hole in the bracket must be 97 mm higher than the axis of the upper arm of the front suspension, which corresponds to a distance of 9.5 mm from the edge of the bracket to the curved surface of the rack.
In case of deformation of the rack with deformation of the side surfaces, the bracket is removed and the rack is straightened. Manufactured locally from sheet steel 1.5 mm thick (to reinforce the rack) and drill holes in it with a diameter of 6-8 mm, maintaining the dimensions shown in Fig. 189. Clean the surface of the rack, weld the pad by electric arc welding around the perimeter and holes. Then the buffer bracket is welded, maintaining the dimensions indicated above.