
Цилиндар блок
Сви цилиндри мотора, заједно са горњим делом кућишта радилице, комбиновани су у заједничку јединицу - блок цилиндра изливен од специјалног ливеног гвожђа високе чврстоће. Овај дизајн омогућава, са релативно малом масом, да добије високу крутост и чврстоћу, јер се сила од притиска гасова у посебном цилиндру перципира целим делом блока цилиндра. Добро се одупире деловању инерционих сила и момената који настају из покретних делова коленастог механизма. Да би се повећала крутост, блок цилиндра има пет преграда са ребрима и повећану дебљину горње плоче на коју је причвршћена глава цилиндра.
Цилиндри се налазе у блоку вертикално, у низу. Немају уметнуте чауре и бушене су директно у блок цилиндра. Да би се постигао висок степен завршне обраде, зидови цилиндра су брушени.
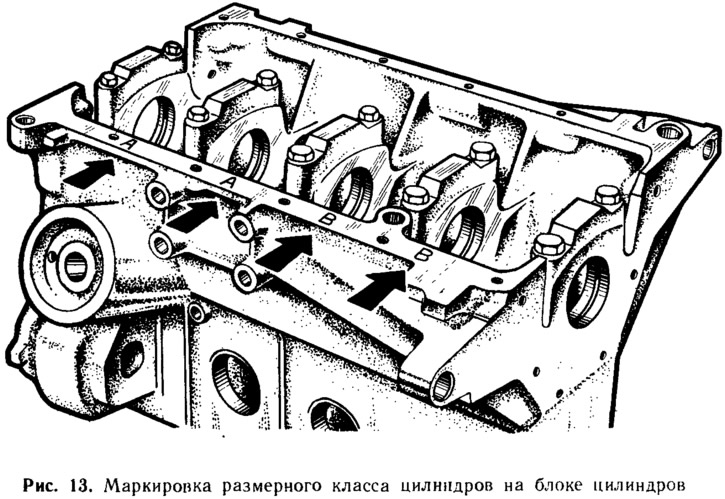
За нормалан рад мотора, размак између клипа и цилиндра мора бити у одређеним границама: 0,025... 0,045 мм на новом мотору и не прелази 0,15 мм за истрошене клипове и цилиндре. Да би се олакшало постизање таквог размака при склапању мотора, пречници цилиндара и клипова су подељени кроз 0,01 мм у пет класа, означених латиничним словима А, Б, Ц, Д, Е (пиринач. 12). Приликом склапања мотора у цилиндре одређене класе се убацују клипови исте класе, чиме се обезбеђује да се добије наведена вредност зазора. Класа (писмо) пречник цилиндра је утиснут на доњој равни блока цилиндра уз сваки цилиндар (пиринач. 13).
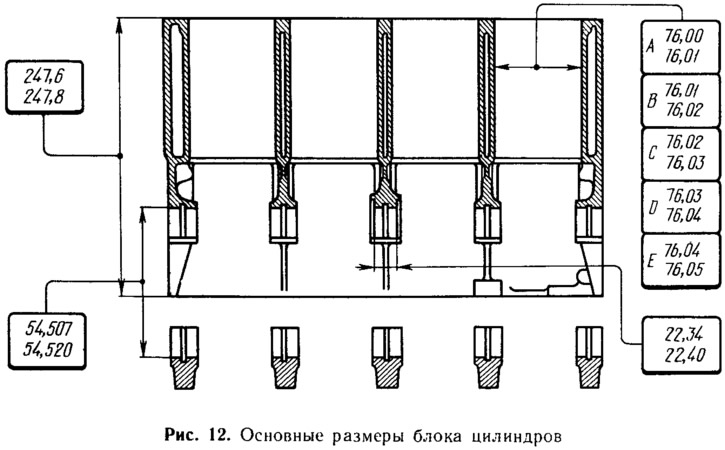
Главне димензије блока цилиндра мотора 2108 приказане су на сл. 12. Блок мотора 21081 разликује се од 2108 по нижој висини - 242... 242,2 мм, а блок цилиндра 21083 у поређењу са 2108 има већи пречник цилиндра:
- А - 82,00... 82,01 мм
- Б - 82,01... 82,02 мм
- Ц - 82,02... 82,03 мм
- Д - 82,03...82,04 мм
- Е - 82,04... 82,05 мм
Број модела мотора је изливен на врху блока цилиндра са леве стране.
Блок цилиндра је скуп део. Због тога, како би се продужио његов радни век, обезбеђена је могућност поправке цилиндара. Дебљина зида омогућава да се цилиндри избуше и брусе како би одговарали величинама за поправку клипова повећаним за 0,4 и 0,8 мм. Бушење се изводи ако хабање цилиндара прелази 0,15 мм или ако на њиховим зидовима има неравнина.
У доњем делу блока цилиндара налази се пет носача главних лежајева радилице, на које су постављене танкозидне челично-алуминијумске кошуљице. Рупе носача су направљене пола у блоку цилиндра, а пола у поклопцима лежаја. Сваки поклопац је причвршћен за блок цилиндра са два самоблокирајућа вијка. Да би се обезбедила висока тачност, рупе за лежајеве су завршене заједно са поклопцима лежаја. Према томе, поклопци нису заменљиви: не могу се заменити и преуредити из једног блока цилиндра у други. За разликовање поклопаца главних лежајева на њиховој спољној страни постоји ознака у виду огреботина (пиринач. 14).

Приликом склапања мотора, поклопци лежаја морају бити постављени у строго дефинисаном положају: у истом положају у којем су били у блоку цилиндра приликом обраде рупа у лежајевима. Због тога, како се не би случајно окренули поклопци, они су направљени асиметрично. У односу на бочне стране поклопца, оса полуотвора у њему је померена за 1 мм улево. Правилно постављени поклопци треба да имају ознаке на левој страни мотора (страна на којој се налазе алтернатор и стартер).
Дуж десне стране блока цилиндара избушен је главни канал система за подмазивање. Пет косих канала полази од њега до главних лежајева радилице и вертикалног канала за довод уља до брегастог вратила. На предњој десној страни блока цилиндра налази се прирубница за уградњу филтера за уље. Канали иду од прирубнице до главног канала система за подмазивање и до пумпе за уље, која је причвршћена на предњи крај блока цилиндра. На левој страни блока налази се плима са рупом за фитинг, на коју је причвршћено издувно црево картера. Индикатор нивоа уља је такође уметнут у овај прикључак.
Расхладни омотач блока цилиндра је заједнички за све цилиндре. Канали расхладне течности су направљени дуж целе висине цилиндара, што побољшава хлађење клипова и клипних прстенова и смањује деформацију блока од неравномерног загревања. За фиксирање шипки расхладног омотача током ливења блока цилиндра, у његовим спољним зидовима постоји шест рупа, које се затим затварају челичним чеповима у облику посуде. Расхладна јакна директно (без међуцевовода) повезан са пумпом расхладне течности која се налази у плими на десној страни блока цилиндра. Расхладни омотачи блока и главе цилиндра комуницирају кроз рупе у горњој равни блока цилиндра.
На левој страни на блоку цилиндара налазе се плима са рупама за монтажу генератора и предњег носача агрегата. На десној страни, поред прирубнице за филтер уља, налази се и прирубница са четири отвора за монтажу блока цилиндра на монтажно постоље. На задњем делу блока цилиндра налазе се два носача, ојачана ребрима, за причвршћивање кућишта квачила. За центрирање блока цилиндра са кућиштем квачила, две монтажне чауре се убацују у рупе носача.
Клип
Клип је један од најоптерећенијих делова мотора. Он опажа притисак гаса и преноси га кроз клипну осовину и клипњачу до радилице. Клип је изливен од легуре алуминијума високе чврстоће. Лаган је и добро проводи топлоту до зидова цилиндра. Али алуминијум има висок температурни коефицијент линеарне експанзије. Због тога, да би се смањило топлотно ширење клипа од загревања врелим гасовима и да би се елиминисао ризик од његовог заглављивања у цилиндру, челична плоча са температуром компензована је уграђена у главу клипа изнад отвора клипа.
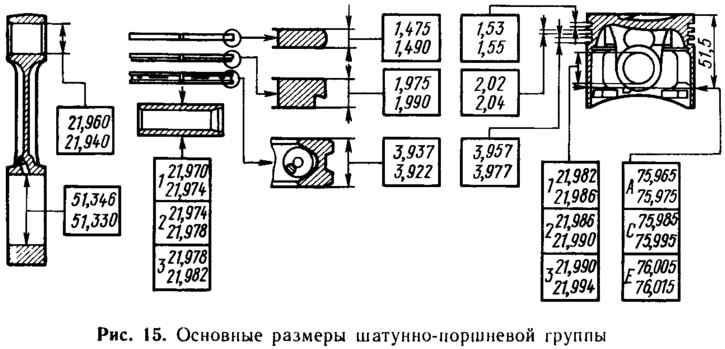
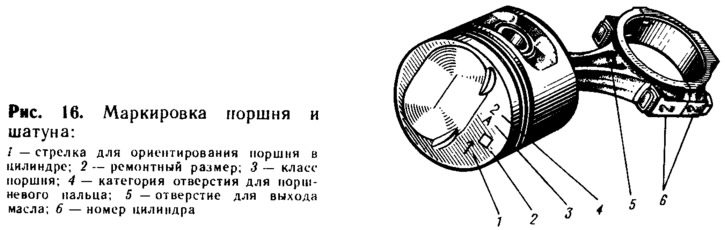
Главне димензије клипа, клипњаче, клипњача и клипних прстенова мотора 2108 дате су на сл. 15. Као и цилиндри мотора, клипови су распоређени у пет класа према спољашњем пречнику: А, Б, Ц, Д и Е. Разлика у пречницима клипова суседних класа је 0,01 мм. Класа клипа (писмо) утиснута на њеном дну (пиринач. 16).
Мотори 2108 и 21081 имају исте клипове, док мотор 21083 користи клипове и прстенове са спољним пречником повећаним за 6 мм. Број клипа је изливен са унутрашње стране његове сукње.
Могуће је измерити пречник клипа да би се одредила његова класа само на једном месту: у равни окомитој на клипну осовину, на удаљености од 51,5 мм од дна. На другим местима, пречник клипа није номинални, пошто спољашња површина клипа има сложен облик. Овалног је пресека (Овалност главе клипа до 0,1 мм и овалности сукње до 0,55 мм), а мања оса овала поклапа се са осом клипног клипа. По висини, и сукња и глава клипа имају конусни облик и, поред тога, пречник главе је 0,5 мм мањи од пречника сукње. Овај облик омогућава компензацију неравномерног ширења клипа при загревању смањењем његове конусности и овалности.
Спољна површина сукње клипа није глатка, али има много прстенастих микрожлебова до 14 микрона дубине. Таква површина доприноси бољем уходавању клипа у зидове цилиндра и смањује губитке због трења, јер се уље задржава у микро-жљебовима. Дно клипа је равно, са овалним удубљењем које чини део коморе за сагоревање и са малим удубљењима за вентиле. У доњем делу главака испод клипног клипа налазе се отвори за пролаз уља до клипног клипа. Да би се побољшали услови подмазивања, у горњем делу рупа за прсте направљена су два уздужна жлеба ширине 3 мм и дубине 0,7 мм, у којима се акумулира уље. У пределу отвора, висина сукње је смањена како би се спречило трљање о клип противтега радилице.
Отвор за клипну осовину је померен од осе симетрије за 1,2 мм на десну страну мотора. Због тога момент сила делује на клип, притискајући га на зидове цилиндра увек у истом положају. Због тога нема ударања клипа о зидове цилиндра када прође кроз горњу мртву тачку. Међутим, ово захтева да се клип угради у цилиндар у строго дефинисаном положају. Приликом склапања мотора, клипови се постављају тако да стрелица 1 (пиринач. 16) на дну клипа био усмерен ка предњем делу мотора.
Клип: клин је уметнут у клип са зазором од 0,008... 0,016 мм. Да би се постигао тако висок зазор у масовној производњи, клипови се сортирају према пречнику отвора клипног клипа, а клинови по спољашњем пречнику од 0,04 мм у три категорије. Број (1,2, 3), који означава категорију клипа, као и класу, утиснут је на његовом дну (види сл. 16). Приликом монтаже мотора, клип и клин се узимају у исту категорију, што обезбеђује да се добије потребан зазор. Исправност њиховог упаривања проверава се убацивањем науљеног прста у клип. Прст треба лако да уђе у клип притиском на руку и да не испадне из њега под утицајем сопствене тежине.
Клипови у мотору морају бити једнаке масе да би се смањиле вибрације у клипним деловима. Приликом фабричке производње стриктно се одржава максимално одступање масе клипова +5 г. Због тога при склапању мотора 2108 бирајте клипове исте масене групе или прилагођавајте њихову масу) уклањање вишка метала није потребно.
Резервни делови се испоручују са клиповима номиналне величине само три класе - А, Ц и Е. Ово је довољно да се изабере клип за сваки цилиндар током поправке мотора, пошто су клипови и цилиндри подељени у класе са одређеним преклапањем величине. На пример, клипови класе Ц могу одговарати цилиндрима класе Б и Д. Главна ствар при избору клипа је обезбедити неопходан размак за монтажу (0,025...0,045 мм) између клипа и цилиндра.
Поред клипова номиналне величине, као резервни делови се испоручују и ремонтни клипови, са спољним пречником увећаним за 0,4 и 0,8 мм. Ови клипови су намењени за уградњу у ремонтоване блокове цилиндара, у којима се цилиндри буше и брусе до следеће величине за поправку. На дну клипова за поправку су означени у облику квадрата 2 (види сл. 16) или троугао. Троугао одговара повећању спољашњег пречника од 0,4 мм, а квадрат одговара 0,8 мм.
Карике
Клипни прстенови обезбеђују неопходну заптивку између клипа и зидова цилиндра и одводе топлоту од клипа до његових зидова. Они се притискају на зидове цилиндра под дејством сопствене еластичности и притиска гаса. На клипу су уграђена три прстена од ливеног гвожђа - два компресија (заптивање) и један (дно) стругач за уље, који спречава улазак уља у комору за сагоревање.
Горњи компресијски прстен ради у условима високе температуре, корозивних продуката сагоревања и недовољног подмазивања. Због тога, да би се повећала отпорност на хабање, његова спољна површина је хромирана, а ради побољшања уходавања, направљена је конвексна (у облику бурета) форме.
Доњи компресиони прстен има удубљење на дну за прикупљање уља током хода надоле, док обавља додатну функцију прстена за испуштање уља. Површина прстена је фосфатирана да би се повећала отпорност на хабање и смањило трење о зидове цилиндра.
Прстен за стругање уља - са хромираним радним ивицама и са жлебом на спољној површини, у који се сакупља уље, уклоњено са зидова цилиндра. Затим тече кроз прорезе у прстену у жлеб клипа и одатле тече у корито за уље. Унутар прстена је уграђена намотана челична опруга, која откључава прстен изнутра и притиска га на зидове цилиндра.
Израђују се поправни прстенови (баш као и клипови) са спољним пречником повећаним за 0,4 и 0,8 мм.
Клипни клин
Клипни клип челичног цевастог пресека са дебљином зида 3,5 мм. Да би се повећала тврдоћа и отпорност на хабање, његова спољна површина је цементирана и ојачана струјама високе фреквенције. У горњој глави клипњаче, иглица је уграђена са интерференцијалним нагибом од 0,010... 0,042 мм. Ово пресовање спречава његово аксијално померање у клипу.
Према спољашњем пречнику, прсти су разврстани у три категорије кроз 0,004 мм, односно на категорије клипова. Крајеви прстију су обојени одговарајућом бојом: плава - прва категорија, зелена - друга, црвена - трећа.
Клипњача
Клипњача мотора - И-пресек од кованог челика. Његова доња глава је одвојива, а раван раздвајања је окомита на осу клипњаче. У овој глави су уграђене шкољке лежајева клипњаче радилице.
Клипњача се обрађује заједно са поклопцем. Да се поклопци не би збунили приликом монтаже, клипњача и одговарајући поклопац су утиснути бројем 6 цилиндра (види сл. 16), у који су уграђени. Приликом склапања бројеви на клипњачи и поклопцу морају бити на истој страни. Поклопац клипњаче је причвршћен за клипњачу са два вијка са самоконструирајућим наврткама. За прецизно центрирање вијака, њихова спољна површина и отвор на клипњачи се обрађују са великом прецизношћу, а у близини главе завртња налази се каиш којим се вијак утискује у рупу.
Тамо где доња глава клипњаче прелази у шипку, налази се отвор кроз који се уље распршује на клип и зидове цилиндра. Приликом склапања клипњаче и клипне групе, клипњача мора бити постављена тако да рупа на њој и стрелица на клипу буду усмерене у истом правцу.
клипњаче (баш као и клипови) морају имати исту масу. Маса горње главе је подешена са толеранцијом±2 г, а доње главе±3 г. То се обезбеђује уклањањем вишка метала са шиљака на горњој глави клипњаче и на поклопцу доњег. глава. Дакле, укупна маса клипњаче је подешена на толеранцију од±5 г.
За све моторе (2108, 21081 и 21083) постављене су идентичне шипке. Али са клипњачама старих мотора (тип 2101-2103) нису заменљиви, јер су 15 мм краћи од њих.
Цранксхафт
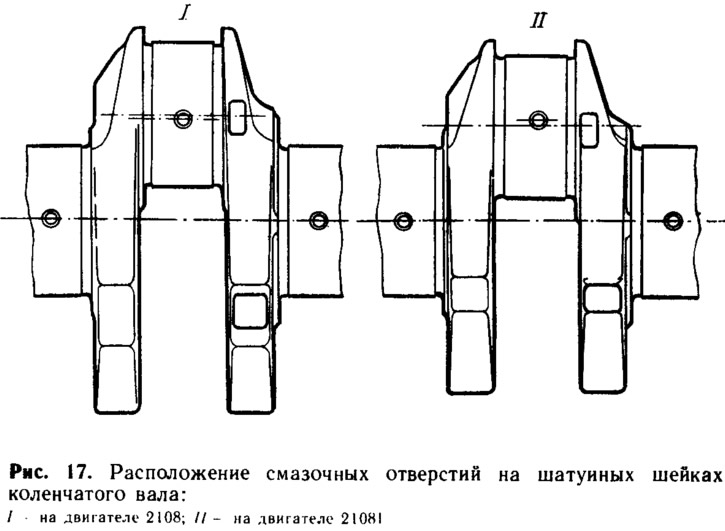
На моторима 2108 и 21083 уграђене су исте радилице. На мотору 21081, због мањег хода клипа, користи се друга радилица, са размаком између осе клипњаче и главних рукаваца смањеним за 5,2 мм. Радилица 21081 се може идентификовати по укупним димензијама и локацији рупа за подмазивање на осовинама радилице. За радилице 21081, ове рупе су померене за 3,7 мм од осе у правцу од главних рукаваца, а за радилице 2108 - за 1,5 мм у супротном смеру од осе (пиринач. 17).
Радилица је главни погонски део мотора, који опажа дејство притиска гаса и инерционих сила. Изливен је од специјалног ливеног гвожђа високе чврстоће. Да би се смањиле деформације током рада мотора, вратило је направљено са пет лежајева и са великим преклапањем главних и клипњача. Висока заморна чврстоћа је обезбеђена глатким прелазима између врата и образа и пажљивом обрадом подручја под стресом. Висока отпорност на хабање чаура вратила постиже се великим пречником чаура (Ово смањује специфична оптерећења у лежајевима) и површинско очвршћавање вратова струјама високе фреквенције до дубине од 2...3 мм.
Левице радилице имају противтеже изливене у једном комаду са осовином. Они балансирају центрифугалне силе које настају током рада мотора, из масе клипњаче, као и из делова клипњаче и клипа. Због тога се главни лежајеви растерећењу од деловања центрифугалних сила и смањују вибрације мотора. Поред тога, радилице су избалансиране како би се смањиле вибрације. Пошто се ово балансирање врши без замајца, и радилице и замајци су заменљиви.
У телу радилице су избушене нали који повезују 1., 2., 4. и 5. главне рукавце са клипњачем. Кроз ове канале се доводи уље за подмазивање лежајева клипњаче. Технолошки излази канала затворени су чепним челичним чеповима, који су утиснути и ковани на три тачке.
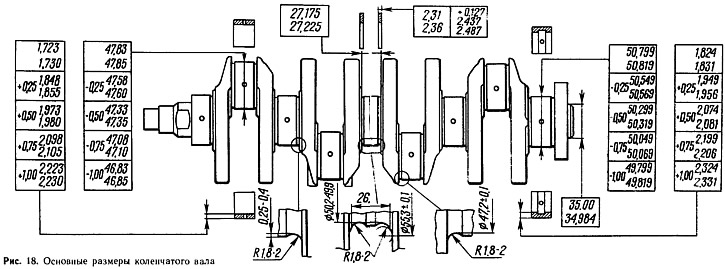
Главне димензије радилице и шкољки лежаја су дате на сл. 18. Главне и клипњаче клипњаче се обрађују са високим степеном учесталости и прецизности, пошто размак између грла и кошуљица треба да буде унутар 0,02... 0,07 мм за клипњаче и 0,026... 0,073 мм за главне рукавце, и дозвољени зазор хабања не би требало да прелази 0,1 и 0,15 мм, респективно.
Могуће је поново брусити рукавце радилице током поправке са смањењем пречника од 0,25; 0,5; 0,75 и 1 мм. Чепови се брусе ако су истрошени до пречника који је за 0,005 мм мањи од минималног пречника за дату величину радилице, као и ако је овалност чахура већи од 0,03 мм или на њима има огреботина. Пречници поправних димензија грла такође су назначени на Сл. 18.
Предњи и задњи крајеви радилице су заптивени гуменим заптивкама које се само компресују. Предња уљна заптивка је утиснута у поклопац уљне пумпе, а задња је уграђена у држач који је причвршћен за блок цилиндра. Две ременице погонског ремена су причвршћене на предњи крај радилице. Једна колотура (назубљен) служи за погон брегастог вратила и монтира се на сегментни кључ. Друга ременица преноси ротацију на генератор. Постављен је на клин утиснут у зупчасту ременицу и центриран је цилиндричним ременом. Обе ременице су причвршћене вијцима. Поред тога, предњи крај радилице покреће погонски зупчаник пумпе за уље, који је фиксиран на вратилу са два равна.
Умеци
Шкољке главног и клипњачког лежаја радилице су танкозидне, биметалне, са радијалним отворима за пролаз уља. Израђене су од челичне траке пресвучене слојем антифрикционе легуре АМО1-20 (79% алуминијума, 20% калаја и 1% бакра) 0,4... 0,5 мм дебљине. Између челичне основе и легуре налази се танак слој чистог алуминијума. Шкољке сваког лежаја састоје се од идентичних половина. Чувају их од окретања избочине укључене у жљебове клипњаче или главног лежаја.
Горње шкољке главних лежајева имају на унутрашњој површини жлебове за пролаз уља до лежајева клипњаче. Доње облоге од 1988. године постављају се без жлеба; Али до 1988. они су такође имали жлеб и били су заменљиви са горњим облогама. Лежајеви клипњаче се разликују од главних лежајева по пречнику, дебљини и одсуству жлебова на унутрашњој површини. Горњи и доњи лежај клипњаче су заменљиви.
Оклопи лежаја се израђују како нормалне дебљине, тако и повећане (види сл. 18) испод грла хала са кољенастом плочом, пребрушена са смањењем од 0,25; 0,5; 0,75 и 1 мм.
Гурните полупрстенове
Потисни полупрстенови су уграђени у утичнице блока цилиндара са обе стране средине (трећи) Главно лежиште. Они опажају аксијална оптерећења која делују на радилицу и ограничавају њено аксијално кретање. Полупрстенови се израђују нормалне дебљине, увећане за 0,127 мм (види сл. 18). Одабиром дебљине полупрстенова, регулише се аксијални слободни ход радилице, који на новом мотору треба да буде унутар 0,06... 0,26 мм и не прелази максимум: дозвољено - 0,35 мм када се носи.
Предњи и задњи полупрстенови су направљени од различитих материјала. Полупрстен постављен на задњој страни 3. лежаја је изложен повећаним оптерећењима са стране квачила и стога је направљен од прашкастог материјала. Овај материјал има жућкасту боју и састоји се од 87...90% бакра, 9,5...10,5% калаја и 0,5...1% угљеника. Полупрстен направљен пресовањем од таквог материјала има порозност. Импрегниран је уљем и добро је отпоран на хабање трењем.
Предњи полупрстенови носе мање оптерећење и стога су, као и облоге, направљени од челика и алуминијума, са дебљином антифрикционог слоја на крајњој површини од 0,3... 0,5 мм. На страни антифрикционог слоја налазе се два вертикална жлеба за пролаз уља. Ова страна полукруга (и напред и позади) мора бити окренут према потисним површинама радилице.
Замајац
Замајац 12 (види сл. 9) служи да обезбеди несметан рад мотора. Он складишти кинетичку енергију током радних тактова у цилиндрима и даје је коленастом механизму за три друга циклуса. Такође извлачи радилицу из мртвих тачака. Замајац је од ливеног гвожђа и има челични зупчаник који је топло пресован на замајац. Крунски зуби су очвршћени струјама високе фреквенције како би се повећала отпорност на хабање и чврстоћа.
Замајац је причвршћен за прирубницу радилице са шест самоблокирајућих вијака, испод којих је постављена једна заједничка подлошка. Мора бити инсталиран тако да етикета (рупа у облику конуса) крај обода био је уз врат клипњаче четвртог цилиндра. Ознака се користи за одређивање горње мртве тачке у првом и четвртом цилиндру. Замајац је центриран цилиндричном избочином на радилици.
Да би се створили импулси у ТДЦ сензору, челична игла се утискује у обруч замајца, а за подешавање времена паљења налази се ознака 2 на спољној површини замајца (види сл. тридесет).