
Blok cylindrów
Wszystkie cylindry silnika wraz z górną częścią skrzyni korbowej są połączone we wspólną jednostkę - blok cylindrów odlany ze specjalnego żeliwa o wysokiej wytrzymałości. Taka konstrukcja pozwala przy stosunkowo małej masie uzyskać wysoką sztywność i wytrzymałość, ponieważ siła od ciśnienia gazów w oddzielnym cylindrze jest odbierana przez cały przekrój bloku cylindrów. Dobrze znosi działanie sił bezwładności i momentów, które powstają z ruchomych części mechanizmu korbowego. Aby zwiększyć sztywność, blok cylindrów ma pięć przegród z żebrami i zwiększoną grubość górnej płyty, do której przymocowana jest głowica cylindrów.
Cylindry znajdują się w bloku pionowo, w rzędzie. Nie mają tulei wtykowych i są wiercone bezpośrednio w bloku cylindrów. W celu uzyskania wysokiego stopnia wykończenia powierzchni ścianki cylindra są honowane.
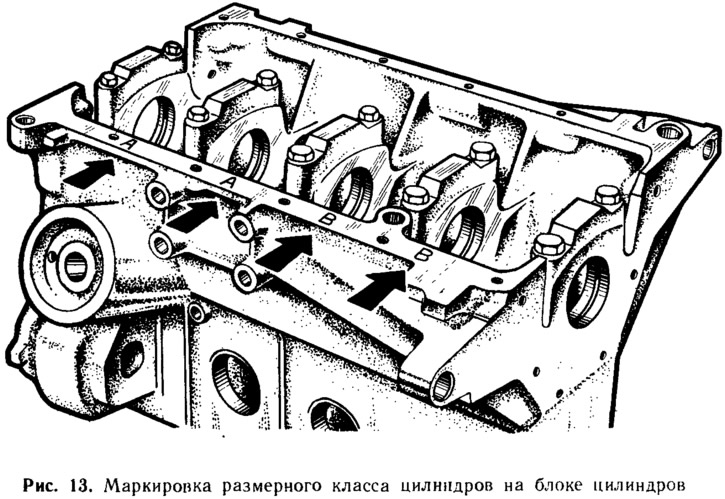
Podczas normalnej pracy silnika luz między tłokiem a cylindrem musi mieścić się w określonych granicach: 0,025... 0,045 mm w nowym silniku i nie przekraczać 0,15 mm w przypadku zużytych tłoków i cylindrów. Aby ułatwić uzyskanie takiego luzu podczas montażu silnika, średnice cylindrów i tłoków są podzielone przez 0,01 mm na pięć klas, oznaczonych literami łacińskimi A, B, C, D, E (Ryż. 12). Podczas montażu silnika tłoki tej samej klasy są wkładane do cylindrów określonej klasy, co zapewnia uzyskanie określonej wartości luzu. Klasa (list) średnica cylindra jest wybita na dolnej płaszczyźnie bloku cylindrów na każdym cylindrze (Ryż. 13).
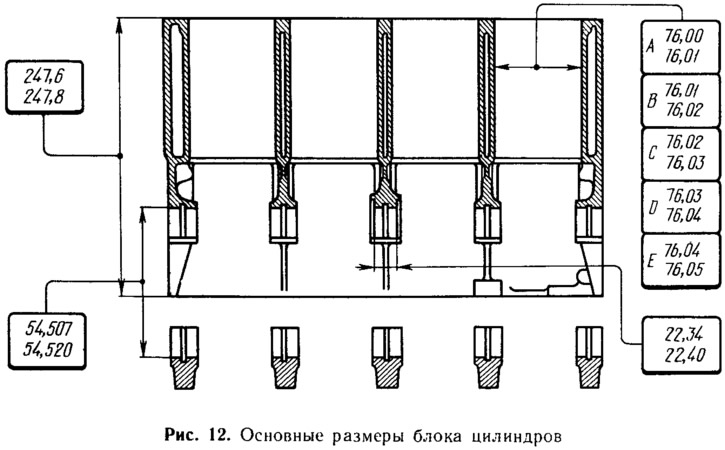
Główne wymiary bloku cylindrów silnika 2108 pokazano na ryc. 12. Blok silnika 21081 różni się od 2108 niższą wysokością - 242... 242,2 mm, a blok cylindrów 21083 w porównaniu do 2108 ma większą średnicę cylindra:
- A - 82,00... 82,01 mm
- B - 82,01... 82,02 mm
- C - 82,02... 82,03 mm
- D - 82,03...82,04 mm
- E - 82,04... 82,05 mm
Numer modelu silnika jest odlany na górze bloku cylindrów po lewej stronie.
Blok cylindrów jest kosztowną częścią. Dlatego w celu przedłużenia jego żywotności przewidziano możliwość naprawy cylindrów. Grubość ścianki umożliwia wiercenie i honowanie cylindrów w celu dopasowania do rozmiarów naprawy tłoków zwiększonych o 0,4 i 0,8 mm. Wytaczanie przeprowadza się, gdy zużycie cylindrów przekracza 0,15 mm lub jeśli na ich ściankach występują zadziory.
W dolnej części bloku cylindrów znajduje się pięć podpór łożysk głównych wału korbowego, na których osadzone są cienkościenne tuleje stalowo-aluminiowe. Otwory wsporników są wykonane w połowie w bloku cylindrów, a w połowie w pokrywach łożysk. Każda pokrywa jest przymocowana do bloku cylindrów za pomocą dwóch śrub samozabezpieczających. Aby zapewnić wysoką dokładność, otwory łożysk są wykończone razem z pokrywami łożysk. Dlatego pokrywy nie są wymienne: nie można ich wymieniać ani przestawiać z jednego bloku cylindrów do drugiego. Dla odróżnienia pokryw łożysk głównych na ich zewnętrznej stronie znajduje się oznaczenie w postaci rys (Ryż. 14).

Podczas montażu silnika pokrywy łożysk muszą być zamontowane w ściśle określonej pozycji: w tej samej pozycji, w jakiej znajdowały się w bloku cylindrów podczas obróbki otworów w łożyskach. Dlatego, aby przypadkowo nie przewrócić okładek, są one wykonane asymetrycznie. W stosunku do boków pokrywy oś wykonanego w niej półotworu jest przesunięta o 1 mm w lewo. Prawidłowo zamontowane osłony powinny posiadać oznaczenia po lewej stronie silnika (stronie, po której znajduje się alternator i rozrusznik).
Wzdłuż prawej strony bloku cylindrów wiercony jest główny kanał układu smarowania. Odchodzi od niego pięć nachylonych kanałów do głównych łożysk wału korbowego i pionowego kanału doprowadzającego olej do wałka rozrządu. Po prawej przedniej stronie bloku cylindrów znajduje się kołnierz do montażu filtra oleju. Kanały biegną od kołnierza do głównego kanału układu smarowania i do pompy olejowej, która jest przymocowana do przedniej części bloku cylindrów. Po lewej stronie bloku znajduje się odpływ z otworem na złączkę, do której mocowany jest przewód wydechowy skrzyni korbowej. Do tej złączki włożony jest również wskaźnik poziomu oleju.
Płaszcz chłodzący bloku cylindrów jest wspólny dla wszystkich cylindrów. Kanały chłodziwa są wykonane na całej wysokości cylindrów, co poprawia chłodzenie tłoków i pierścieni tłokowych oraz zmniejsza deformację bloku na skutek nierównomiernego nagrzewania. Aby zamocować pręty płaszcza chłodzącego podczas odlewania bloku cylindrów, w jego zewnętrznych ściankach znajduje się sześć otworów, które są następnie zamykane stalowymi korkami w kształcie misek. Kurtka chłodząca bezpośrednio (bez rurociągów pośrednich) podłączony do pompy płynu chłodzącego znajdującej się w przypływie po prawej stronie bloku cylindrów. Płaszcze chłodzące bloku i głowicy cylindrów komunikują się przez otwory w górnej płaszczyźnie bloku cylindrów.
Po lewej stronie na bloku cylindrów znajdują się pływy z otworami do mocowania generatora oraz wspornik przedniego zawieszenia zespołu napędowego. Z prawej strony oprócz kołnierza pod filtr oleju znajduje się również kołnierz z czterema otworami do mocowania bloku cylindrów na stojaku montażowym. Z tyłu bloku cylindrów znajdują się dwa wsporniki wzmocnione żebrami do mocowania obudowy sprzęgła. Aby wyśrodkować blok cylindrów z obudową sprzęgła, w otwory wsporników wkłada się dwie tuleje montażowe.
Tłok
Tłok jest jedną z najbardziej obciążonych części silnika. Odbiera ciśnienie gazu i przenosi je przez sworzeń tłokowy i korbowód na wał korbowy. Tłok jest odlewany ze stopu aluminium o wysokiej wytrzymałości. Jest lekki i dobrze przewodzi ciepło do ścianek cylindra. Ale aluminium ma wysoki współczynnik temperaturowy rozszerzalności liniowej. Dlatego w celu zmniejszenia rozszerzalności cieplnej tłoka na skutek nagrzewania gorącymi gazami oraz wyeliminowania ryzyka jego zakleszczenia w cylindrze, w głowicy tłoka nad otworem sworznia osadzona jest stalowa płytka z kompensacją temperatury.
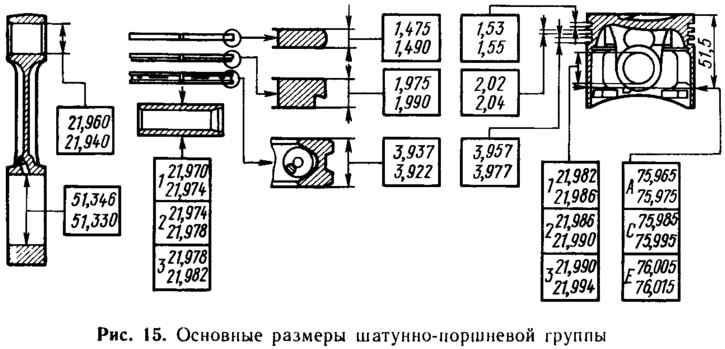
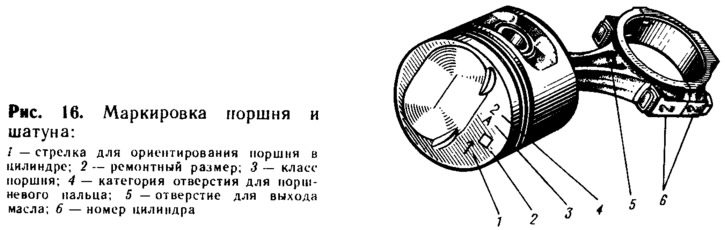
Główne wymiary tłoka, korbowodu, sworznia tłokowego i pierścieni tłokowych silnika 2108 podano na ryc. 15. Oprócz cylindrów silnika, tłoki dzieli się na pięć klas według średnicy zewnętrznej: A, B, C, D i E. Różnica średnic tłoków sąsiednich klas wynosi 0,01 mm. Klasa tłoka (list) wybity na jego dnie (Ryż. 16).
Silniki 2108 i 21081 mają takie same tłoki, natomiast silnik 21083 wykorzystuje tłoki i pierścienie o średnicy zewnętrznej zwiększonej o 6 mm. Numer tłoka jest odlany po wewnętrznej stronie osłony.
Pomiar średnicy tłoka w celu określenia jego klasy jest możliwy tylko w jednym miejscu: w płaszczyźnie prostopadłej do sworznia tłoka, w odległości 51,5 mm od dna. W innych miejscach średnica tłoka nie jest nominalna, ponieważ zewnętrzna powierzchnia tłoka ma złożony kształt. Jest owalny w przekroju (owalność denka tłoka do 0,1 mm i owalność płaszcza do 0,55 mm), a mniejsza oś owalu pokrywa się z osią sworznia tłokowego. Pod względem wysokości zarówno osłona, jak i głowica tłoka mają kształt stożka, a ponadto średnica głowicy jest o 0,5 mm mniejsza niż średnica osłony. Kształt ten umożliwia kompensację nierównomiernego rozszerzania się tłoka po podgrzaniu poprzez zmniejszenie jego zbieżności i owalności.
Zewnętrzna powierzchnia płaszcza tłoka nie jest gładka, ale ma wiele pierścieniowych mikrorowków o głębokości do 14 mikronów. Taka powierzchnia przyczynia się do lepszego docierania tłoka do ścianek cylindra i zmniejsza straty tarcia, ponieważ olej zatrzymuje się w mikrorowkach. Dno tłoka jest płaskie, z owalnym wgłębieniem stanowiącym część komory spalania oraz niewielkimi wgłębieniami na zawory. W dolnej części występów pod sworzniem tłokowym znajdują się otwory umożliwiające przepływ oleju do sworznia tłokowego. W celu poprawy warunków smarowania w górnej części otworów palcowych wykonano dwa podłużne rowki o szerokości 3 mm i głębokości 0,7 mm, w których gromadzi się olej. W obszarze piast zmniejszono wysokość fartucha, aby zapobiec ocieraniu się o tłok przeciwwag wału korbowego.
Otwór na sworzeń tłokowy jest przesunięty od osi symetrii o 1,2 mm na prawą stronę silnika. Dzięki temu na tłok działa moment sił, dociskając go do ścianek cylindra zawsze w tej samej pozycji. Dlatego nie ma stukania tłoka o ścianki cylindra, gdy przechodzi on przez górny martwy punkt. Wymaga to jednak osadzenia tłoka w cylindrze w ściśle określonej pozycji. Podczas montażu silnika tłoki są instalowane w taki sposób, aby strzałka 1 (Ryż. 16) na dnie tłoka był skierowany w stronę przodu silnika.
Tłok: sworzeń jest wkładany do tłoka z luzem 0,008... 0,016 mm. Aby uzyskać tak precyzyjny luz w produkcji masowej, tłoki są sortowane według średnicy otworu sworznia tłokowego, a sworznie według średnicy zewnętrznej wynoszącej 0,04 mm, na trzy kategorie. Numer (1,2, 3), wskazujący kategorię tłoka, a także klasę, jest wybity na jego dnie (patrz ryc. 16). Podczas montażu silnika tłok i sworzeń są zaliczane do tej samej kategorii, co zapewnia uzyskanie wymaganego luzu. Poprawność ich parowania sprawdza się poprzez włożenie naoliwionego palca do tłoka. Palec powinien łatwo wchodzić w tłok poprzez naciśnięcie dłoni i nie wypadać z niego pod wpływem własnego ciężaru.
Tłoki w silniku muszą mieć jednakową masę, aby zredukować wibracje części poruszających się ruchem posuwisto-zwrotnym. Podczas produkcji w fabryce ściśle przestrzegane jest maksymalne odchylenie masy tłoków +5 g. Dlatego podczas montażu silników 2108 wybierz tłoki z tej samej grupy masowej lub dostosuj ich masę) usuwanie nadmiaru metalu nie jest wymagane.
Części zamienne są dostarczane z tłokami o nominalnej wielkości tylko trzech klas - A, C i E. To wystarczy, aby wybrać tłok dla każdego cylindra podczas naprawy silnika, ponieważ tłoki i cylindry są podzielone na klasy, które w pewnym stopniu się pokrywają. Na przykład tłoki klasy C mogą pasować do cylindrów klasy B i D. Najważniejszą rzeczą przy wyborze tłoka jest zapewnienie niezbędnego luzu montażowego (0,025...0,045 mm) między tłokiem a cylindrem.
Oprócz tłoków o wymiarach nominalnych, jako części zamienne dostarczane są również tłoki naprawcze o średnicy zewnętrznej zwiększonej o 0,4 i 0,8 mm. Tłoki te przeznaczone są do montażu w remontowanych blokach cylindrów, w których cylindry są wiercone i honowane do następnego rozmiaru naprawy. Na spodach tłoków naprawczych są zaznaczone w formie kwadratu 2 (patrz ryc. 16) lub trójkąt. Trójkąt odpowiada zwiększeniu średnicy zewnętrznej o 0,4 mm, a kwadrat odpowiada 0,8 mm.
Pierścienie tłokowe
Pierścienie tłokowe zapewniają niezbędne uszczelnienie między tłokiem a ścianami cylindra oraz odprowadzają ciepło z tłoka do jego ścianek. Są one dociskane do ścianek cylindra pod działaniem własnej sprężystości i ciśnienia gazu. Na tłoku są zainstalowane trzy pierścienie żeliwne - dwa kompresyjne (opieczętowanie) i jeden (spód) zgarniacz oleju, który zapobiega przedostawaniu się oleju do komory spalania.
Górny pierścień uszczelniający pracuje w warunkach wysokiej temperatury, korozyjnych produktów spalania i niedostatecznego smarowania. Dlatego, aby zwiększyć odporność na zużycie, jego zewnętrzna powierzchnia jest chromowana, a dla poprawy docierania jest wypukła (w kształcie beczki) formy.
Dolny pierścień dociskowy ma w dolnej części wgłębienie do zbierania oleju podczas suwu w dół, pełniąc jednocześnie dodatkową funkcję pierścienia zrzutowego oleju. Powierzchnia pierścienia jest fosforanowana w celu zwiększenia odporności na zużycie i zmniejszenia tarcia o ścianki cylindra.
Pierścień zgarniający olej - z chromowanymi krawędziami roboczymi i rowkiem na zewnętrznej powierzchni, do którego zbiera się olej, usuwany ze ścianek cylindra. Następnie przepływa przez szczeliny w pierścieniu do rowka tłoka i stamtąd wpływa do miski olejowej. Wewnątrz pierścienia zainstalowana jest zwinięta stalowa sprężyna, która rozpręża pierścień od wewnątrz i dociska go do ścianek cylindra.
Wykonane są pierścienie naprawcze (podobnie jak tłoki) o średnicy zewnętrznej zwiększonej o 0,4 i 0,8 mm.
Sworzeń tłoka
Stalowy przekrój rurowy sworznia tłoka o grubości ścianki 3,5 mm. Aby zwiększyć twardość i odporność na zużycie, jego zewnętrzna powierzchnia jest cementowana i utwardzana prądami o wysokiej częstotliwości. W górnej głowicy korbowodu sworzeń jest montowany z pasowaniem ciasnym 0,010... 0,042 mm. To pasowanie wtłaczane zapobiega ruchowi osiowemu w tłoku.
W zależności od średnicy zewnętrznej palce są podzielone na trzy kategorie, odpowiednio do 0,004 mm, do kategorii tłoków. Końce palców są pomalowane na odpowiedni kolor: niebieski - pierwsza kategoria, zielony - druga, czerwony - trzecia.
Korbowód
Korbowód silnika - dwuteownik ze stali kutej. Jego dolna głowica jest odłączana, a płaszczyzna separacji jest prostopadła do osi korbowodu. Panewki łożysk korbowodu wału korbowego są montowane w tej głowicy.
Korbowód jest przetwarzany razem z pokrywą. Aby nie pomylić pokryw podczas montażu, korbowód i odpowiednia pokrywa są wybite numerem 6 cylindra (patrz ryc. 16), w których są zainstalowane. Podczas montażu numery na korbowodzie i kołpaku muszą znajdować się po tej samej stronie. Kołpak korbowodu jest przymocowany do korbowodu za pomocą dwóch śrub z nakrętkami samozabezpieczającymi. W celu dokładnego wycentrowania śrub, ich zewnętrzna powierzchnia oraz otwór w korbowodzie są obrobione z dużą precyzją, a w pobliżu łba śruby znajduje się pasek, za pomocą którego śruba jest wciskana w otwór.
Tam, gdzie dolna głowica korbowodu przechodzi w korbowód, znajduje się otwór, przez który olej jest rozpylany na ścianki tłoka i cylindra. Podczas montażu korbowodu i grupy tłoków korbowód należy ustawić tak, aby otwór na nim i strzałka na tłoku były skierowane w tym samym kierunku.
korbowody (podobnie jak tłoki) musi mieć taką samą masę. Masę głowicy górnej reguluje się z tolerancją±2 g, a głowicy dolnej±3 g. Jest to zapewnione poprzez usunięcie nadmiaru metalu z występów na głowicy górnej korbowodu oraz na osłonie dolnej głowa. W ten sposób całkowita masa korbowodu jest dostosowana do tolerancji±5 g.
Do wszystkich silników (2108, 21081 i 21083) zainstalowane są identyczne pręty. Ale z korbowodami starych silników (typ 2101-2103) nie są wymienne, ponieważ są o 15 mm krótsze od nich.
Wał korbowy
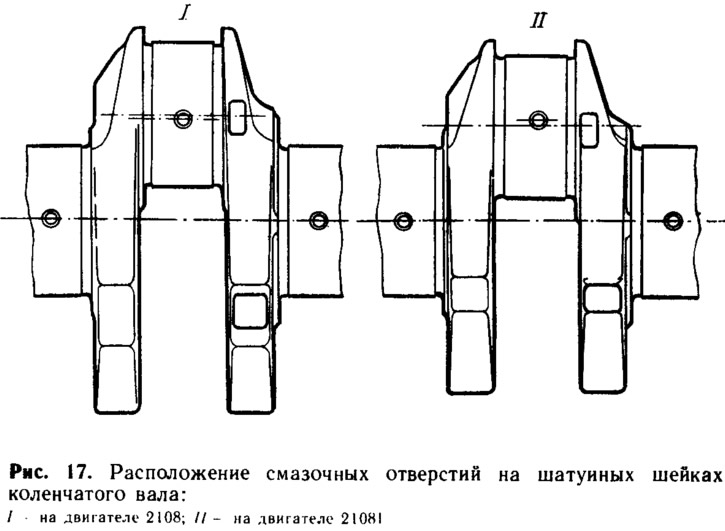
W silnikach 2108 i 21083 zainstalowane są te same wały korbowe. W silniku 21081 ze względu na mniejszy skok tłoka zastosowano inny wał korbowy, w którym odległość między osiami korbowodu i czopów głównych została zmniejszona o 5,2 mm. Wał korbowy 21081 można rozpoznać po jego gabarytach i położeniu otworów smarowych na czopach korbowych. W przypadku wałów korbowych 21081 otwory te są przesunięte o 3,7 mm od osi w kierunku od czopów głównych, a dla wałów korbowych 2108 - o 1,5 mm w kierunku przeciwnym do osi (Ryż. 17).
Wał korbowy jest główną częścią napędową silnika, na którą oddziałuje ciśnienie gazu i siły bezwładności. Jest odlany ze specjalnego żeliwa o wysokiej wytrzymałości. Aby zmniejszyć odkształcenia podczas pracy silnika, wał jest wykonany z pięcioma łożyskami i ma duże zachodzenie na siebie czopów głównego i korbowodu. Wysoką wytrzymałość zmęczeniową zapewniają płynne przejścia między szyjami i policzkami oraz staranne przetwarzanie obciążonych obszarów. Wysoką odporność na zużycie czopów wału uzyskano dzięki dużej średnicy czopów (Zmniejsza to obciążenia właściwe w łożyskach) oraz hartowanie powierzchniowe szyjek prądami wysokiej częstotliwości do głębokości 2...3 mm.
Czopy wału korbowego mają przeciwwagi odlane w jednym kawałku z wałem. Wyrównują siły odśrodkowe, które występują podczas pracy silnika, od mas czopów korbowodu, a także od części korbowodu i tłoka. Dzięki temu główne łożyska są odciążone od działania sił odśrodkowych, a wibracje silnika są zmniejszone. Ponadto wały korbowe są wyważone w celu zmniejszenia wibracji. Ponieważ wyważanie odbywa się bez koła zamachowego, zarówno wały korbowe, jak i koła zamachowe są wymienne.
W korpusie wału korbowego są wiercone nyle łączące 1., 2., 4. i 5. czopy główne z korbowodem. Olej jest dostarczany przez te kanały w celu smarowania łożysk korbowodu. Wyjścia technologiczne kanałów zamykane są stalowymi korkami kołpakowymi, które są wciskane i wybijane w trzech punktach.
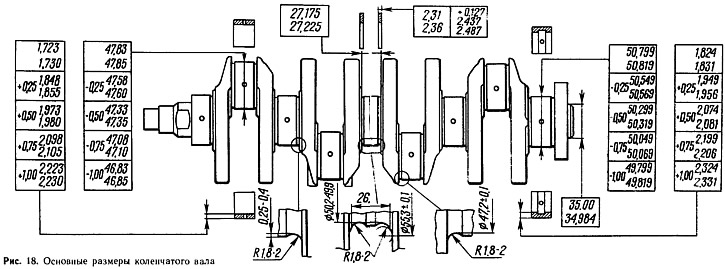
Główne wymiary wału korbowego i panewek łożysk podano na ryc. 18. Czopy główne i korbowody są przetwarzane z dużą częstotliwością i dokładnością, ponieważ szczelina między szyjkami a tulejami powinna wynosić 0,02... 0,07 mm dla korbowodu i 0,026... 0,073 mm dla czopów głównych, oraz dopuszczalna szczelina zużycia nie powinna przekraczać odpowiednio 0,1 i 0,15 mm.
Możliwe jest przeszlifowanie czopów wału korbowego podczas napraw ze zmniejszeniem średnicy o 0,25; 0,5; 0,75 i 1 mm. Czopy są szlifowane, jeśli są zużyte do średnicy mniejszej o 0,005 mm od średnicy minimalnej dla danego rozmiaru wału korbowego, a także gdy owalność czopów jest większa niż 0,03 mm lub występują na nich zadrapania. Średnice wymiarów naprawczych szyjek pokazano również na ryc. 18.
Przednie i tylne końce wału korbowego są uszczelnione samosprężającymi uszczelkami gumowymi. Przednia uszczelka olejowa jest wciskana w pokrywę pompy olejowej, a tylna jest montowana w uchwycie przymocowanym do bloku cylindrów. Dwa koła pasowe napędu są przymocowane do przedniego końca wału korbowego. Jedno koło pasowe (szczerbaty) służy do napędzania wałka rozrządu i jest montowany na kluczu segmentowym. Kolejne koło pasowe przekazuje obrót do generatora. Jest osadzony na sworzniu wciśniętym w koło zębate i centrowany przez cylindryczny pas. Oba koła pasowe są przykręcone. Ponadto przedni koniec wału korbowego napędza koło zębate napędu pompy oleju, które jest zamocowane na wale za pomocą dwóch płaskowników.
Wstawki
Panewki łożysk głównych i korbowodu wału korbowego są cienkościenne, bimetaliczne, z promieniowymi otworami do przepuszczania oleju. Wykonane są z taśmy stalowej pokrytej warstwą stopu przeciwciernego AMO1-20 (79% aluminium, 20% cyna i 1% miedź) Grubość 0,4... 0,5 mm. Pomiędzy stalową podstawą a stopem znajduje się cienka warstwa czystego aluminium. Panewki każdego łożyska składają się z identycznych połówek. Są one powstrzymywane przed obracaniem się dzięki występom zawartym w rowkach korbowodu lub łożyska głównego.
Górne panewki łożysk głównych mają rowki na wewnętrznej powierzchni umożliwiające przepływ oleju do łożysk korbowodu. Dolne wkładki od 1988 roku są instalowane bez rowka; Ale do 1988 roku miały również rowek i były wymienne z górnymi wkładkami. Łożyska korbowodu różnią się od łożysk głównych średnicą, grubością i brakiem rowków na powierzchni wewnętrznej. Górne i dolne łożyska korbowodu są wymienne.
Panewki łożysk są wykonane jako normalna grubość i zwiększone (patrz ryc. 18) pod szyjami wygiętej hali przeszlifować ze spadkiem o 0,25; 0,5; 0,75 i 1 mm.
Półpierścienie oporowe
Półpierścienie oporowe są instalowane w gniazdach bloku cylindrów po obu stronach środka (trzeci) łożysko główne. Odbierają obciążenia osiowe działające na wał korbowy i ograniczają jego ruch osiowy. Półpierścienie wykonane są w grubości normalnej, powiększonej o 0,127 mm (patrz ryc. 18). Wybierając grubość półpierścieni, reguluje się luz osiowy wału korbowego, który w nowym silniku powinien mieścić się w granicach 0,06... 0,26 mm i nie przekraczać maksimum: dopuszczalne - 0,35 mm przy zużyciu.
Przednie i tylne półpierścienie wykonane są z różnych materiałów. Półpierścień zamontowany z tyłu trzeciego łożyska jest poddawany zwiększonym obciążeniom od strony sprzęgła i dlatego jest wykonany z materiału proszkowego. Materiał ten ma żółtawy kolor i składa się z 87...90% miedzi, 9,5...10,5% cyny i 0,5...1% węgla. Półpierścień wykonany przez prasowanie z takiego materiału ma porowatość. Jest impregnowany olejem i jest odporny na ścieranie.
Przednie półpierścienie przenoszą mniejsze obciążenia i dlatego podobnie jak tuleje wykonane są ze stali i aluminium, o grubości warstwy przeciwciernej na powierzchni czołowej 0,3...0,5 mm. Po stronie warstwy przeciwciernej znajdują się dwa pionowe rowki do przepuszczania oleju. Ta strona półkola (zarówno z przodu, jak iz tyłu) musi być skierowany w stronę powierzchni oporowych wału korbowego.
Koło zamachowe
Koło zamachowe 12 (patrz ryc. 9) służy do zapewnienia płynnej pracy silnika. Przechowuje energię kinetyczną podczas suwów roboczych w cylindrach i przekazuje ją mechanizmowi korbowemu na trzy kolejne cykle. Usuwa również wał korbowy z martwych punktów. Koło zamachowe jest żeliwne i ma stalowe koło koronowe, które jest dociskane na gorąco do koła zamachowego. Zęby koronowe są utwardzane prądami o wysokiej częstotliwości w celu zwiększenia odporności na zużycie i wytrzymałości.
Koło zamachowe jest przymocowane do kołnierza wału korbowego za pomocą sześciu śrub samozabezpieczających, pod którymi umieszczona jest jedna wspólna podkładka. Musi być zainstalowany tak, aby etykieta (otwór w kształcie stożka) w pobliżu obręczy opierał się o szyjkę korbowodu czwartego cylindra. Etykieta służy do określenia górnego martwego punktu w pierwszym i czwartym cylindrze. Koło zamachowe jest wyśrodkowane przez cylindryczny występ na wale korbowym.
Aby wytworzyć impulsy w czujniku TDC, stalowy kołek jest wciskany w obręcz koła zamachowego, a aby wyregulować czas zapłonu, na zewnętrznej powierzchni koła zamachowego znajduje się znak 2 (patrz ryc. trzydzieści).