
Corp cilindric
Toți cilindrii motorului, împreună cu partea superioară a carterului, sunt combinați într-o unitate comună - un bloc de cilindri turnat din fontă specială de înaltă rezistență. Acest design permite, cu o masă relativ mică, să se obțină o rigiditate și o rezistență ridicată, deoarece forța de la presiunea gazelor într-un cilindru separat este percepută de întreaga secțiune a blocului de cilindri. Rezistă bine acțiunii forțelor de inerție și momentelor care apar din părțile mobile ale mecanismului manivelei. Pentru a crește rigiditatea, blocul cilindrului are cinci deflectoare cu nervuri și o grosime crescută a plăcii superioare de care este atașată chiulasa.
Cilindrii sunt amplasați în bloc pe verticală, pe rând. Nu au manșoane de inserție și sunt găurite direct în blocul cilindrilor. Pentru a obține un grad ridicat de finisare a suprafeței, pereții cilindrilor sunt șlefuiți.
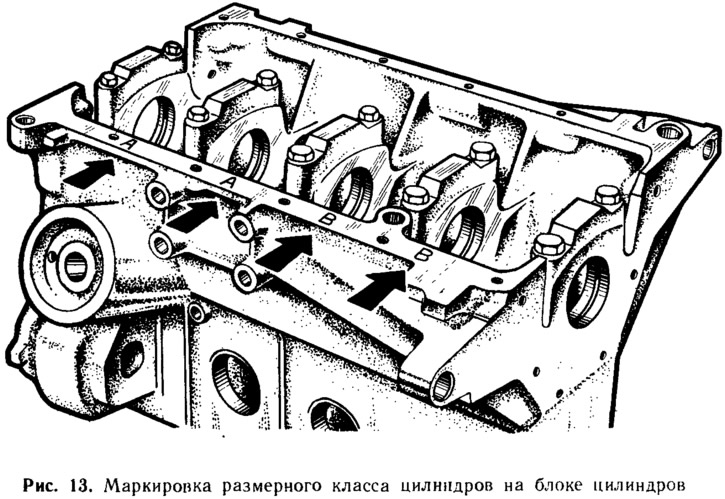
Pentru funcționarea normală a motorului, jocul dintre piston și cilindru trebuie să fie în anumite limite: 0,025... 0,045 mm la un motor nou și să nu depășească 0,15 mm pentru pistoanele și cilindrii uzați. Pentru a facilita obținerea unui astfel de joc la asamblarea motorului, diametrele cilindrilor și pistoanelor sunt împărțite prin 0,01 mm în cinci clase, notate cu literele latine A, B, C, D, E (orez. 12). La asamblarea motorului, pistoanele din aceeași clasă sunt introduse în cilindrii unei anumite clase, ceea ce asigură obținerea valorii de joc specificate. Clasă (scrisoare) diametrul cilindrului este ștanțat pe planul inferior al blocului cilindric pe fiecare cilindru (orez. 13).
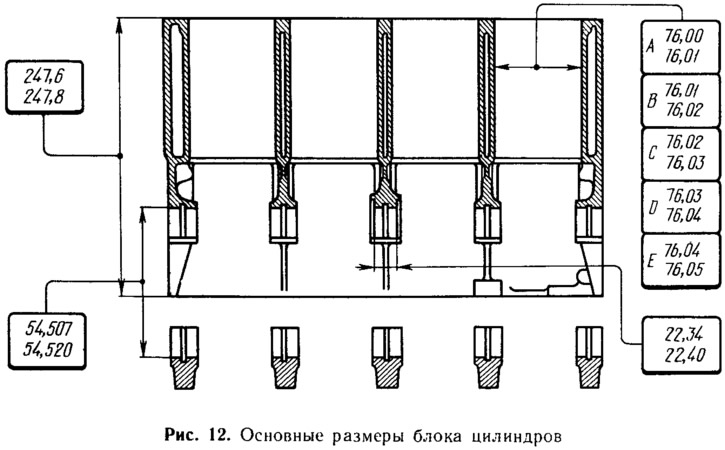
Dimensiunile principale ale blocului de cilindri al motorului 2108 sunt prezentate în fig. 12. Blocul motor 21081 diferă de 2108 într-o înălțime mai mică - 242... 242,2 mm, iar blocul cilindric 21083 față de 2108 are un diametru mai mare:
- A - 82,00... 82,01 mm
- B - 82,01... 82,02 mm
- C - 82,02... 82,03 mm
- D - 82,03...82,04 mm
- E - 82,04... 82,05 mm
Numărul modelului motorului este turnat pe partea de sus a blocului cilindrilor din partea stângă.
Blocul cilindri este o piesă scumpă. Prin urmare, pentru a prelungi durata de viață a acestuia, este prevăzută posibilitatea reparării cilindrilor. Grosimea peretelui permite găzduirea și șlefuirea cilindrilor pentru a se potrivi cu dimensiunile de reparare a pistonului crescute cu 0,4 și 0,8 mm. Alezarea se execută dacă uzura cilindrilor depășește 0,15 mm sau dacă pe pereții acestora sunt bavuri.
În partea inferioară a blocului cilindrilor, există cinci suporturi de lagăr principal al arborelui cotit, pe care sunt plasate căptușeli de oțel-aluminiu cu pereți subțiri. Găurile suporturilor sunt făcute jumătate în blocul cilindrilor, iar jumătate în capacele rulmentului. Fiecare capac este atașat la blocul cilindrului cu două șuruburi cu autoblocare. Pentru a asigura o precizie ridicată, găurile lagărelor sunt finisate împreună cu capacele rulmentului. Prin urmare, capacele nu sunt interschimbabile: nu pot fi schimbate și rearanjate de la un bloc cilindri la altul. Pentru a distinge capacele rulmentului principal pe partea lor exterioară există un marcaj sub formă de zgârieturi (orez. 14).

La asamblarea motorului, capacele lagărelor trebuie instalate într-o poziție strict definită: în aceeași poziție în care se aflau în blocul cilindrilor la prelucrarea găurilor în rulmenți. Prin urmare, pentru a nu răsturna accidental capacele, acestea sunt făcute asimetrice. În ceea ce privește părțile laterale ale capacului, axa semigăurii din acesta este deplasată cu 1 mm spre stânga. Capacele instalate corect ar trebui să aibă semne pe partea stângă a motorului (partea în care se află alternatorul și demarorul).
De-a lungul părții drepte a blocului cilindrilor, canalul principal al sistemului de lubrifiere este găurit. Cinci canale înclinate pleacă de la acesta către rulmenții principali ai arborelui cotit și un canal vertical pentru alimentarea cu ulei până la arborele cu came. Pe partea dreaptă din față a blocului cilindri există o flanșă pentru instalarea unui filtru de ulei. Canalele merg de la flanșă la canalul principal al sistemului de lubrifiere și la pompa de ulei, care este atașată la capătul frontal al blocului cilindric. Pe partea stângă a blocului există o maree cu o gaură pentru un fiting, la care este atașat un furtun de evacuare a carterului. Un indicator al nivelului de ulei este de asemenea introdus în acest fiting.
Mantaua de răcire a blocului cilindri este comună tuturor cilindrilor. Canalele de lichid de răcire sunt realizate de-a lungul întregii înălțimi a cilindrilor, ceea ce îmbunătățește răcirea pistoanelor și a segmentelor pistonului și reduce deformarea blocului de la încălzirea neuniformă. Pentru a asigura tijele mantalei de răcire în timpul turnării blocului cilindric, există șase găuri în pereții exteriori ai acestuia, care sunt apoi închise cu dopuri de oțel în formă de bol. Jachetă de răcire direct (fără conducte intermediare) conectat la pompa de lichid de răcire situată în maree pe partea dreaptă a blocului cilindrilor. Învelișurile de răcire ale blocului și chiulasa comunică prin orificii din planul superior al blocului cilindric.
Pe partea stângă pe blocul cilindrilor există maree cu găuri pentru montarea generatorului și suportul de suspensie din față al unității de alimentare. Pe partea dreaptă, pe lângă flanșa pentru filtrul de ulei, există și o flanșă cu patru orificii pentru montarea blocului cilindric pe suportul de asamblare. În spatele blocului de cilindri sunt două console, întărite cu nervuri, pentru atașarea carcasei ambreiajului. Pentru a centra blocul cilindrilor cu carcasa ambreiajului, în orificiile suporturilor sunt introduse două manșoane de montare.
Piston
Pistonul este una dintre cele mai solicitate părți ale motorului. Acesta percepe presiunea gazului și o transferă prin bolțul pistonului și biela către arborele cotit. Pistonul este turnat din aliaj de aluminiu de înaltă rezistență. Este ușor și conduce bine căldura către pereții cilindrului. Dar aluminiul are un coeficient de temperatură ridicat de expansiune liniară. Prin urmare, pentru a reduce dilatarea termică a pistonului de la încălzirea cu gaze fierbinți și pentru a elimina riscul blocării acestuia în cilindru, o placă de oțel compensată cu temperatură este încorporată în capul pistonului deasupra orificiului bolțului.
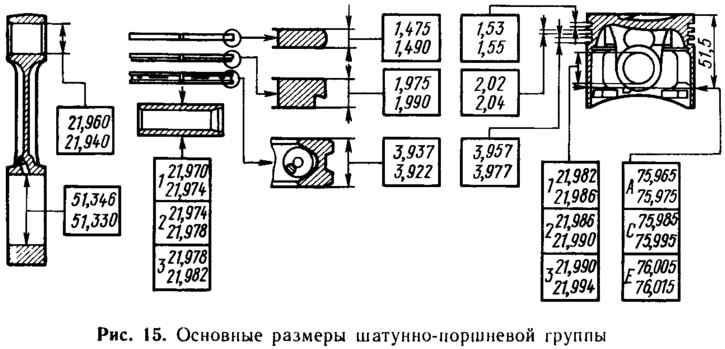
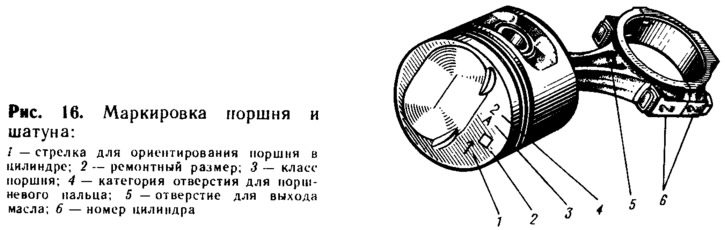
Dimensiunile principale ale pistonului, bielei, bolțului pistonului și segmentelor de piston ale motorului 2108 sunt date în fig. 15. Pe lângă cilindrii motorului, pistoanele sunt sortate în cinci clase în funcție de diametrul exterior: A, B, C, D și E. Diferența de diametre a pistoanelor din clasele învecinate este de 0,01 mm. Clasa de piston (scrisoare) ştampilat pe fundul ei (orez. 16).
Motoarele 2108 și 21081 au aceleași pistoane, în timp ce motorul 21083 utilizează pistoane și inele cu un diametru exterior mărit cu 6 mm. Numărul pistonului este turnat pe interiorul mantalei.
Este posibil să se măsoare diametrul pistonului pentru a-i determina clasa într-un singur loc: într-un plan perpendicular pe bolțul pistonului, la o distanță de 51,5 mm de jos. În alte locuri, diametrul pistonului nu este nominal, deoarece suprafața exterioară a pistonului are o formă complexă. Este oval în secțiune transversală (ovalitatea capului pistonului de până la 0,1 mm și ovalitatea fustei până la 0,55 mm), iar axa mai mică a ovalului coincide cu axa bolțului pistonului. In inaltime, atat fusta cat si capul pistonului au forma conica si, in plus, diametrul capului este cu 0,5 mm mai mic decat diametrul fustei. Această formă face posibilă compensarea expansiunii neuniforme a pistonului atunci când este încălzit prin reducerea conicității și ovalității acestuia.
Suprafața exterioară a mantalei pistonului nu este netedă, dar are multe microcaneluri inelare de până la 14 microni adâncime. O astfel de suprafață contribuie la o mai bună rulare a pistonului pe pereții cilindrului și reduce pierderile prin frecare, deoarece uleiul este reținut în microcaneluri. Partea inferioară a pistonului este plată, cu o adâncitură ovală care face parte din camera de ardere și cu mici adâncituri pentru supape. În partea inferioară a știfturilor de sub știftul pistonului există găuri pentru trecerea uleiului la bolțul pistonului. Pentru a îmbunătăți condițiile de lubrifiere, în partea superioară a orificiilor pentru degete sunt realizate două șanțuri longitudinale de 3 mm lățime și 0,7 mm adâncime, în care se acumulează ulei. În zona șefurilor, înălțimea fustei este redusă pentru a preveni frecarea de pistonul contragreutăților arborelui cotit.
Orificiul pentru bolțul pistonului este decalat față de axa de simetrie cu 1,2 mm spre partea dreaptă a motorului. Din acest motiv, asupra pistonului acționează un moment de forță, apăsându-l pe pereții cilindrului mereu în aceeași poziție. Prin urmare, nu există nicio lovire a pistonului de pereții cilindrului atunci când trece prin punctul mort superior. Cu toate acestea, acest lucru necesită ca pistonul să fie instalat în cilindru într-o poziție strict definită. La asamblarea motorului, pistoanele sunt instalate astfel încât săgeata 1 (orez. 16) pe partea de jos a pistonului era îndreptată spre partea din față a motorului.
Piston: bolțul este introdus în piston cu un joc de 0,008... 0,016 mm. Pentru a obține o astfel de mare precizie în producția de masă, pistoanele sunt sortate după diametrul orificiului știftului pistonului, iar știfturile după diametrul exterior de 0,04 mm în trei categorii. Număr (1,2, 3), indicând categoria pistonului, precum și clasa, este ștanțat pe fundul acestuia (vezi fig. 16). In timpul montajului motorului, pistonul si boltul sunt luate in aceeasi categorie, ceea ce asigura ca se obtine jocul necesar. Corectitudinea împerecherii lor este verificată prin introducerea unui deget uleiat în piston. Degetul ar trebui să intre cu ușurință în piston prin apăsarea mâinii și să nu cadă din el sub influența propriei greutăți.
Pistoanele dintr-un motor trebuie să aibă o masă egală pentru a reduce vibrațiile în piesele cu piston. În timpul fabricării din fabrică, abaterea maximă a masei pistoanelor +5 g este menținută cu strictețe. Prin urmare, atunci când asamblați motoarele 2108, selectați pistoanele din același grup de masă sau ajustați masa lor) îndepărtarea excesului de metal nu este necesară.
Piesele de schimb sunt furnizate cu pistoane de dimensiune nominală de numai trei clase - A, C și E. Acest lucru este suficient pentru a selecta un piston pentru fiecare cilindru în timpul reparației motorului, deoarece pistoanele și cilindrii sunt împărțite în clase cu o anumită suprapunere a dimensiunilor. De exemplu, pistoanele din clasa C pot fi potrivite cilindrilor din clasa B și D. Principalul lucru atunci când alegeți un piston este să asigurați spațiul de montare necesar (0,025...0,045 mm) între piston și cilindru.
Pe lângă pistoanele de dimensiune nominală, pistoanele de reparație sunt furnizate și ca piese de schimb, cu un diametru exterior mărit cu 0,4 și 0,8 mm. Aceste pistoane sunt destinate instalării în blocuri de cilindri revizuite, în care cilindrii sunt găuriți și șlefuiți la următoarea dimensiune de reparație. Pe partea inferioară a pistoanelor de reparație sunt marcate sub forma unui pătrat 2 (vezi fig. 16) sau un triunghi. Un triunghi corespunde unei creșteri a diametrului exterior de 0,4 mm, iar un pătrat corespunde cu 0,8 mm.
Inele de piston
Segurile de piston asigură etanșarea necesară între piston și pereții cilindrului și elimină căldura de la piston către pereții acestuia. Ele sunt presate pe pereții cilindrului sub acțiunea propriei elasticități și a presiunii gazului. Pe piston sunt instalate trei inele din fontă - două de compresie (sigila) și unul (fund) racletă de ulei, care împiedică pătrunderea uleiului în camera de ardere.
Inelul de compresie superior funcționează în condiții de temperatură ridicată, produse de combustie corozive și lubrifiere insuficientă. Prin urmare, pentru a crește rezistența la uzură, suprafața sa exterioară este cromată, iar pentru a îmbunătăți rodajul, este convexă (în formă de butoi) forme.
Inelul de compresie inferior are o adâncitură în partea inferioară pentru a colecta uleiul în timpul cursei de jos, îndeplinind în același timp funcția suplimentară a unui inel de picătură de ulei. Suprafața inelului este fosfatată pentru a crește rezistența la uzură și a reduce frecarea față de pereții cilindrului.
Inel răzuitor de ulei - cu margini de lucru cromate și cu o canelură pe suprafața exterioară, în care este colectat uleiul, îndepărtat de pe pereții cilindrului. Apoi curge prin fantele din inel în canelura pistonului și de acolo curge în baia de ulei. În interiorul inelului este instalat un arc spiralat din oțel, care desprinde inelul din interior și îl apasă pe pereții cilindrului.
Se fac inele de reparație (la fel ca pistoanele) cu un diametru exterior mărit cu 0,4 și 0,8 mm.
Bolt de piston
Secțiune tubulară din oțel cu știfturi de piston cu o grosime a peretelui de 3,5 mm. Pentru a crește duritatea și rezistența la uzură, suprafața sa exterioară este cimentată și întărită de curenți de înaltă frecvență. În capul superior al bielei, știftul este instalat cu o potrivire de interferență de 0,010... 0,042 mm. Această fixare prin presare împiedică mișcarea axială în piston.
După diametrul exterior, degetele sunt sortate în trei categorii până la 0,004 mm, respectiv, la categoriile de pistoane. Capetele degetelor sunt vopsite în culoarea corespunzătoare: albastru - prima categorie, verde - a doua, roșu - a treia.
Biela
Biela motor - secțiune I din oțel forjat. Capul său inferior este detașabil, iar planul de separare este perpendicular pe axa bielei. În acest cap sunt instalate carcasele lagărelor bielei arborelui cotit.
Biela este prelucrată împreună cu capacul. Pentru a nu confunda capacele în timpul asamblarii, biela și capacul corespunzător sunt ștanțate cu numărul 6 al cilindrului (vezi fig. 16), în care sunt instalate. La asamblare, numerele de pe biela și capac trebuie să fie pe aceeași parte. Capacul bielei este atașat la biela cu două șuruburi cu piulițe autoblocante. Pentru centrarea precisă a șuruburilor, suprafața lor exterioară și orificiul bielei sunt prelucrate cu mare precizie, iar lângă capul șurubului există o centură, cu care șurubul este presat în gaură.
Acolo unde capul inferior al tijei de legătură trece în tijă, există o gaură prin care uleiul este pulverizat pe pereții pistonului și cilindrului. La asamblarea bielei și grupului de piston, biela trebuie poziționată astfel încât orificiul de pe ea și săgeata de pe piston să fie îndreptate în aceeași direcție.
biele (la fel ca pistoanele) trebuie să aibă aceeași masă. Masa capului superior se reglează cu o toleranță de±2 g, iar capul inferior este de±3 g. Acest lucru este asigurat prin îndepărtarea excesului de metal din boșajele de pe capul superior al bielei și de pe capacul inferior. cap. Astfel, masa totală a bielei este ajustată la o toleranță de±5 g.
Pentru toate motoarele (2108, 21081 și 21083) sunt instalate tije identice. Dar cu biele de motoare vechi (tip 2101-2103) nu sunt interschimbabile, deoarece sunt cu 15 mm mai scurte decât ele.
Arbore cotit
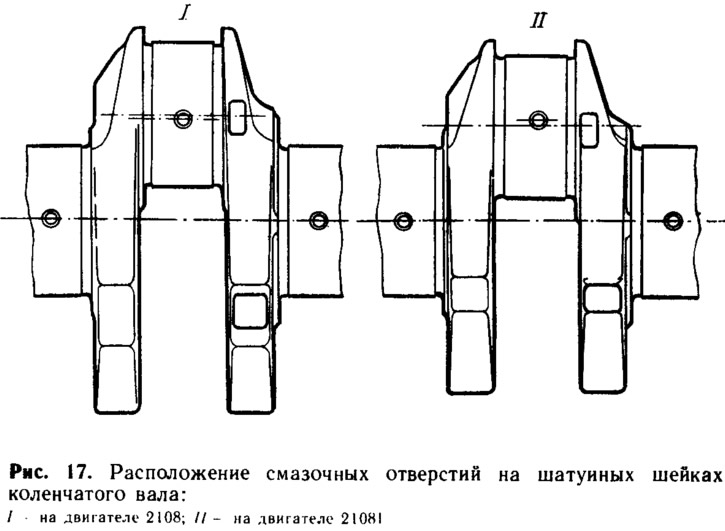
La motoarele 2108 și 21083 sunt instalați aceiași arbori cotit. La motorul 21081, din cauza cursei mai mici ale pistonului, se folosește un alt arbore cotit, cu o distanță între axele bielei și fusele principale redusă cu 5,2 mm. Arborele cotit 21081 poate fi identificat după dimensiunile sale totale și locația orificiilor de lubrifiere de pe butoane. Pentru arborele cotit 21081, aceste găuri sunt decalate cu 3,7 mm față de axă în direcția de la pivoturile principale, iar pentru arborii cotit 2108 - cu 1,5 mm în sens opus față de axă (orez. 17).
Arborele cotit este partea principală de putere a motorului, care percepe acțiunea presiunii gazului și a forțelor inerțiale. Este turnat din fontă specială de înaltă rezistență. Pentru a reduce deformațiile în timpul funcționării motorului, arborele este realizat cu cinci lagăre și cu o suprapunere mare a pivoturilor principale și a bielei. Rezistența ridicată la oboseală este asigurată de tranzițiile netede între gât și obraji și prelucrarea atentă a zonelor stresate. Rezistența ridicată la uzură a fustelor arborelui este obținută printr-un diametru mare al fustelor (Acest lucru reduce sarcinile specifice din rulmenți) și întărirea suprafeței gâturilor prin curenți de înaltă frecvență până la adâncimea de 2...3 mm.
Taxele arborelui cotit au contragreutati turnate intr-o singura bucata cu arborele. Ele echilibrează forțele centrifuge care apar în timpul funcționării motorului, din masele tijei bielei, precum și din părțile bielei și pistonului. Datorită acestui fapt, rulmenții principali sunt descărcați din acțiunea forțelor centrifuge și vibrațiile motorului sunt reduse. În plus, arborii cotiți sunt echilibrați pentru a reduce vibrațiile. Deoarece această echilibrare se face fără volant, atât arborii cotit, cât și volantele sunt interschimbabile.
În corpul arborelui cotit sunt găurite nale care conectează 1, 2, 4 și 5 jurnalele principale cu biela. Prin aceste canale este furnizat ulei pentru a lubrifia rulmenții bielei. Prizele tehnologice ale canalelor sunt închise cu dopuri din oțel, care sunt presate și batate în trei puncte.
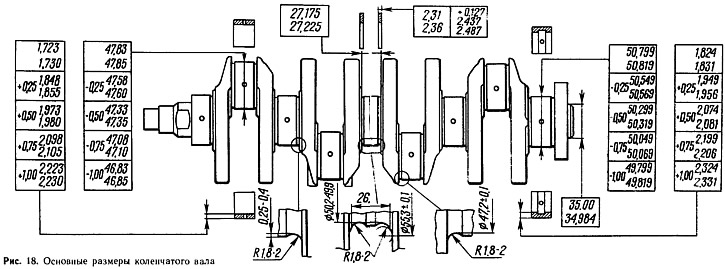
Dimensiunile principale ale arborelui cotit și ale carcaselor de rulmenți sunt date în fig. 18. Coloanele principale și bielele sunt prelucrate cu un grad ridicat de frecvență și precizie, deoarece distanța dintre gâturi și căptușeli ar trebui să fie între 0,02... 0,07 mm pentru biele și 0,026... 0,073 mm pentru fusurile principale și intervalul de uzură admisibil nu trebuie să depășească 0,1 și, respectiv, 0,15 mm.
În timpul reparațiilor, este posibil să se reșlefuiască fusele arborelui cotit cu o reducere a diametrului de 0,25; 0,5; 0,75 și 1 mm. Taxele sunt șlefuite dacă sunt uzate la un diametru care este cu 0,005 mm mai mic decât diametrul minim pentru o anumită dimensiune a arborelui cotit și, de asemenea, dacă ovalitatea fustelor este mai mare de 0,03 mm sau există zgârieturi pe ele. Diametrele dimensiunilor de reparare ale gâturilor sunt indicate și în Fig. 18.
Capetele din față și din spate ale arborelui cotit sunt sigilate cu garnituri de cauciuc cu autocomprimare. Simeringul din față este presat în capacul pompei de ulei, iar cel din spate este instalat într-un suport care este atașat la blocul cilindrilor. Două scripeți curea de transmisie sunt atașate la capătul din față al arborelui cotit. Un scripete (zimțat) servește la antrenarea arborelui cu came și este montat pe o cheie segmentată. Un alt scripete transmite rotația generatorului. Este montat pe un știft presat într-un scripete dințat și este centrat de o curea cilindrică. Ambele scripete sunt cu șuruburi. În plus, capătul din față al arborelui cotit antrenează angrenajul de antrenare a pompei de ulei, care este fixat pe arbore cu două planșe.
Inserturi
Carcasele lagărelor principale și ale bielei arborelui cotit sunt cu pereți subțiri, bimetalici, cu găuri radiale pentru trecerea uleiului. Sunt realizate din bandă de oțel acoperită cu un strat de aliaj antifricțiune AMO1-20 (79% aluminiu, 20% staniu și 1% cupru) 0,4... 0,5 mm grosime. Între baza de oțel și aliaj este un strat subțire de aluminiu pur. Cojile fiecărui rulment sunt formate din jumătăți identice. Acestea sunt împiedicate să se rotească prin proeminențele incluse în canelurile bielei sau ale rulmentului principal.
Carcasele superioare ale rulmenților principali au caneluri pe suprafața interioară pentru trecerea uleiului la rulmenții bielei. Garniturile inferioare din 1988 sunt instalate fără canelură; Dar până în 1988, aveau și o canelură și erau interschimbabile cu căptușelile superioare. Rulmenții bielei diferă de rulmenții principali prin diametru, grosime și absența canelurilor pe suprafața interioară. Rulmenții de biele superioare și inferioare sunt interschimbabili.
Carcasele de rulment sunt realizate ca grosime normală și crescute (vezi fig. 18) sub gâturile halei cu manivelă, remăcinată cu o scădere de 0,25; 0,5; 0,75 și 1 mm.
Împingeți jumătate de inele
Semi inelele de tracțiune sunt instalate în prizele blocului cilindric de pe ambele părți ale mijlocului (al treilea) rulment principal. Ei percep sarcinile axiale care acționează asupra arborelui cotit și limitează mișcarea axială a acestuia. Semi-inelele sunt realizate cu grosimea normală și au crescut cu 0,127 mm (vezi fig. 18). Prin selectarea grosimii semi-inelelor, se reglează jocul liber axial al arborelui cotit, care ar trebui să fie între 0,06... 0,26 mm la un motor nou și să nu depășească maximul: admisibil - 0,35 mm când este uzat.
Inelele din față și din spate sunt realizate din materiale diferite. Semi-inelul montat pe partea din spate a celui de-al 3-lea rulment este supus la sarcini crescute din partea ambreiajului și, prin urmare, este fabricat din material pulbere. Acest material are o culoare gălbuie și este format din 87...90% cupru, 9,5...10,5% staniu și 0,5...1% carbon. Un semi-inel realizat prin presare dintr-un astfel de material are porozitate. Este impregnat cu ulei și rezistă bine la uzura prin frecare.
Jumătățile inele frontale suportă mai puțină sarcină și de aceea, ca și căptușelile, sunt realizate din oțel și aluminiu, cu o grosime a stratului antifricțiune pe suprafața de capăt de 0,3... 0,5 mm. Pe partea laterală a stratului anti-fricțiune există două caneluri verticale pentru trecerea uleiului. Această parte a semicercului (atât din față cât și din spate) trebuie să fie în fața suprafețelor de împingere ale arborelui cotit.
Volant
Volanta 12 (vezi fig. 9) serveşte la asigurarea bunei funcţionări a motorului. Stochează energia cinetică în timpul curselor de lucru în cilindri și o dă mecanismului manivelei pentru alte trei cicluri. De asemenea, scoate arborele cotit din punctele moarte. Volanul este din fontă și are o roată dințată din oțel care este presată la cald pe volantă. Dinții coroanei sunt căliți cu curenți de înaltă frecvență pentru a crește rezistența la uzură și rezistența.
Volanul este atașat la flanșa arborelui cotit cu șase șuruburi cu autoblocare, sub care este plasată o șaibă comună. Acesta trebuie instalat astfel încât eticheta (gaură în formă de con) lângă jantă era de gâtul bielei al celui de-al patrulea cilindru. Eticheta este folosită pentru a determina punctul mort superior în primul și al patrulea cilindru. Volanul este centrat de o proeminență cilindrică pe arborele cotit.
Pentru a crea impulsuri în senzorul TDC, un știft de oțel este apăsat în janta volantului și pentru a regla momentul aprinderii, există un semn 2 pe suprafața exterioară a volantului (vezi fig. treizeci).