
Пажња! Бушење и брушење цилиндара морају се обављати у специјализованим радионицама.
Напомена 1: Постоје две величине цилиндра за ремонт.
Прва величина поправке: пречник цилиндара је повећан за 0,4 мм.
Друга величина поправке: пречник повећан за 0,8 мм.
Чак и ако се кварови пронађу само у једном цилиндру, потребно је избушити сва четири цилиндра на једну величину за поправку.
Напомена 2. Постоји посебан уређај за мерење цилиндара - мерач отвора.

1. Темељно очистите све преостале заптивке са површина блока цилиндра. Пажљиво прегледајте блок, посебно на рупама за завртње главе блока. Ако се на блоку појаве пукотине, мора се заменити.
2. Проверите да ли расхладни омотач блока цилиндра не цури. Да бисте то урадили, затворите рупу испод пумпе за воду и сипајте керозин у расхладни плашт. Ако је приметно цурење керозина, јединица није херметички затворена и мора се заменити.

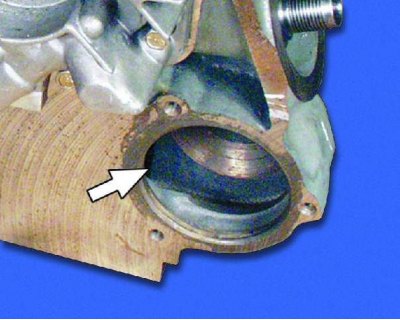
3. Прегледајте цилиндре. Ако на огледалу цилиндра има огреботина, огреботина, шкољки и других недостатака, избушите цилиндре до величине за поправку (види напомену 1) или замените блок цилиндра. У случају кварова са дубином већом од 0,8 мм, јединица се не може поправити и мора се заменити. Очистите наслаге у горњем делу цилиндара. Ако се тамо формирао каиш због хабања цилиндра, уклоните га стругачем.
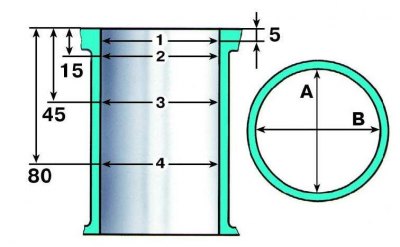
4. Измерите пречнике цилиндара у две управне равни (дуж и попреко блока цилиндара) и четири појаса (види напомену 2). Ако резултат добијен у најмање једном цилиндру премашује номиналну вредност за више од 0,15 мм, потребно је избушити цилиндре до следеће величине поправке.
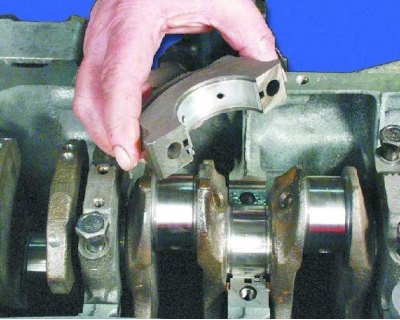
5. Проверите зазоре између шкољки главног лежаја и рукаваца радилице. Номинални зазор мора бити унутар 0,026–0,073 мм. Максимални дозвољени размак је 0,15 мм. Ако добијени резултат премашује 0,15 мм, радилица се мора избрусити до следећег предимензионирања и треба уградити облоге одговарајуће предимензије.
Произвођач препоручује да проверите празнине помоћу пластичне жице за мерење на следећи начин:
- 1). Темељно очистите кревете и покриваче од наслага нафте.
- 2). Очистите рукавце радилице и шкољке лежаја.
- 3). Положите радилицу на лежиште главних лежајева са постављеним облогама.
- 4). Поставите комаде калибрисане пластичне жице на рукавце радилице.
- 5). Инсталирајте капице главних лежајева са постављеним облогама у њих, притегните завртње поклопца и затегните на 82 Нм (8,2 кгф м), без окретања радилице.
- 6). Уклоните капице главних лежајева. Размак се одређује степеном спљоштености жице помоћу скале одштампане на пакету жице.
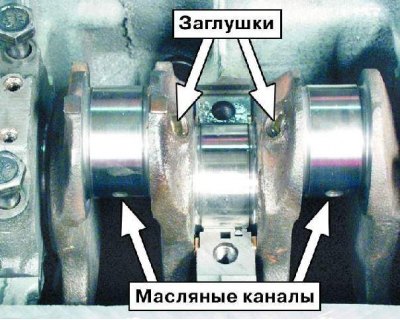
6. Темељно очистите и исперите пролазе за уље радилице. Немојте сами притискати утикаче, ако је потребно, обратите се сервисној станици.
7. Ако главни и клипњачи клипњаче имају мање огреботине, огреботине или истрошеност клипова прелази 0,03 мм, или је овалност клипова већа од 0,03 мм, онда је неопходно за брушење чаура до најближе величине за поправку. Затим полирајте вратове и отупите абразивним конусом оштре ивице ивица канала за уље. Оперите радилицу и издувајте пролазе за уље компримованим ваздухом. Овалност и конус свих врата не би требало да прелази 0,005 мм. Након брушења вратова, поставите облоге одговарајућих величина за поправку. Ако је радилица напукла, замените је.

8. Прегледајте шкољке главног лежаја. Ако имају трагове, огреботине, деламинације, инклузије чврстих честица итд., Замените облоге.