
Pažnja! Bušenje i honanje cilindara mora se izvoditi u specijaliziranim radionicama.
Napomena 1: Postoje dvije veličine cilindara za remont.
Prva veličina popravka: promjer cilindara je povećan za 0,4 mm.
Druga veličina popravka: promjer povećan za 0,8 mm.
Čak i ako se kvarovi nađu samo na jednom cilindru, potrebno je sva četiri cilindra izbušiti na jednu veličinu za popravak.
Napomena 2. Postoji poseban uređaj za mjerenje cilindara - mjerač provrta.

1. Temeljito očistite ostatke starih brtvila s površina bloka cilindra. Pažljivo pregledajte blok, posebno rupe za vijke glave bloka. Ako se na bloku pojave pukotine, mora se zamijeniti.
2. Provjerite nepropusnost rashladnog plašta bloka cilindra. Da biste to učinili, začepite rupu ispod vodene pumpe i ulijte kerozin u rashladni plašt. Ako je vidljivo curenje kerozina, jedinica nije hermetički zatvorena i mora se zamijeniti.

3. Pregledajte cilindre. Ako na zrcalu cilindra postoje ogrebotine, ogrebotine, ljuske i drugi nedostaci, izbušite cilindre na veličinu za popravak (vidi bilješku 1) ili zamijeniti blok cilindra. U slučaju oštećenja dubine veće od 0,8 mm, jedinica se ne može popraviti i mora se zamijeniti. Očistite naslage u gornjem dijelu cilindara. Ako se tamo stvorio remen zbog istrošenosti cilindra, uklonite ga strugačem.
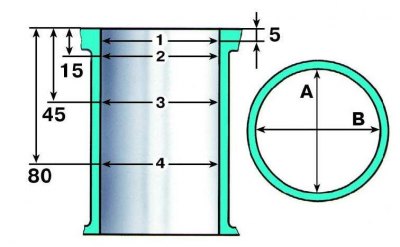
4. Izmjerite promjere cilindara u dvije okomite ravnine (uzduž i poprijeko bloka cilindra) i četiri pojasa (vidi bilješku 2). Ako dobiveni rezultat u barem jednom cilindru premašuje nominalnu vrijednost za više od 0,15 mm, potrebno je izbušiti cilindre na sljedeću popravnu veličinu.
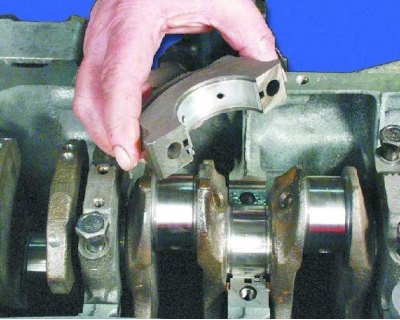
5. Provjerite zazore između ljuski glavnih ležajeva i rukavaca radilice. Nazivni razmak mora biti unutar 0,026–0,073 mm. Maksimalni dopušteni razmak je 0,15 mm. Ako dobiveni rezultat prelazi 0,15 mm, radilicu je potrebno izbrusiti do sljedećeg nadmjera i ugraditi košuljice odgovarajućeg nadmjera.
Proizvođač preporučuje provjeru razmaka plastičnom mjernom žicom na sljedeći način:
- 1). Temeljito očistite krevete i pokrivače od naslaga ulja.
- 2). Očistite rukavce radilice i školjke ležaja.
- 3). Položite radilicu na ležište glavnih ležajeva s ugrađenim košuljicama.
- 4). Postavite komade kalibrirane plastične žice na rukavce radilice.
- 5). Postavite poklopce radikalnih ležajeva s labavim listovima ugrađenim u njih, omotajte vijke za pričvršćivanje poklopaca i zategnite momentom od 82 Nm (8,2 kgfm), bez okretanja koljenastog vratila.
- 6). Uklonite kapice glavnih ležajeva. Razmak se određuje prema stupnju spljoštenosti žice pomoću skale otisnute na pakiranju žice.
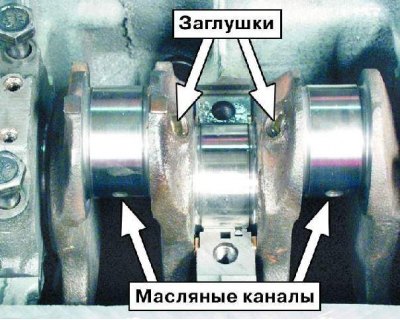
6. Temeljito očistite i isperite uljne kanale radilice. Nemojte sami istiskivati čepove, ako je potrebno, obratite se servisu.
7. Ako glavni rukavci i rukavci klipnjače imaju manje ogrebotine, rizike, ogrebotine ili istrošenost rukavaca prelazi 0,03 mm ili je ovalnost rukavaca veća od 0,03 mm, tada se rukavci moraju izbrusiti do najbliže veličine za popravak. Zatim ispolirajte vratove i otupite oštre rubove skošenja uljnih kanala abrazivnim konusom. Operite radilicu i komprimiranim zrakom ispuhajte kanale za ulje. Ovalnost i suženost svih grlića ne smiju prelaziti 0,005 mm. Nakon brušenja vratova ugradite košuljice odgovarajućih popravnih veličina. Ako je radilica napukla, zamijenite je.

8. Pregledajte glavne ljuske ležaja. Ako imaju tragove, ogrebotine, raslojavanja, uključke čvrstih čestica itd., zamijenite obloge.