
Kľukový hriadeľ
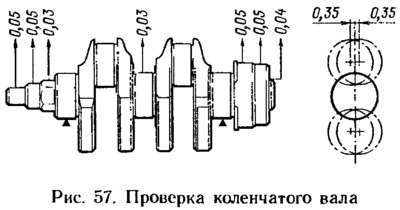
Skontrolujte kľukový hriadeľ. Trhliny kdekoľvek na kľukovom hriadeli nie sú povolené. Na povrchoch lícujúcich s pracovnými okrajmi tesnení nie sú povolené škrabance, škrabance a riziká. Kľukový hriadeľ je namontovaný s krajnými hlavnými čapmi na dvoch hranoloch a hádzanie sa kontroluje indikátorom v miestach označených na obr. 57. Čísla na obrázku znázorňujú prípustné hodnoty úderov a posunu krkov.
Zmerajte priemery čapu hlavnej a ojnice. Krčky by sa mali zbrúsiť, ak po inštalácii nových vložiek medzera v ktoromkoľvek hlavnom ložisku presahuje 0,11 mm a v ojničnom ložisku 0,10 mm, a tiež ak je oválnosť hrdla väčšia ako 0,03 mm a existujú odreniny a riziká. na nich. Priemery krčkov normálnej veľkosti sú uvedené v tab. 2. Priemery hrdla opravných veľkostí (znížená o 0,25; 0,5; 0,75; 1,00 mm) sú rovnaké pre domorodé obyvateľstvo: 50,569 -0,02; 50,319 -0,02; 50,069 -0,02; 49,819 -0,02 mm a pre ojnice: 47,60 -0,02; 47,35 -0,02; 47,10 -0,02; 46,85 -0,02 mm.
Brúste krčky s poklesom na najbližšiu veľkosť opravy.
Vzdialenosť medzi osami ojnice a hlavnými čapmi by mala byť 35,5+0,025 -0,05 mm (zdvih 71+0,05 -0,1 mm), a polomery zaoblení hrdla sú v rozmedzí 1,8–2 mm.
Po brúsení by oválnosť a zúženie hlavného a hlavného čapu nemali byť väčšie ako 0,005 mm a posunutie osí ojničných čapov od roviny prechádzajúcej osami ojnice a hlavných čapov by malo byť v rozmedzí±0,35 mm (pozri obr. 57). Pre kontrolu nainštalujte hriadeľ s krajnými čapmi na hranoly a nastavte hriadeľ tak, aby os čapu ojnice prvého valca bola v horizontálnej rovine prechádzajúcej osami hlavných čapov. Potom indikátor skontroluje posunutie čapu ojnice 2. valca vo vertikálnom smere voči čapu ojnice 1. valca. Po vybrúsení krčkov ich vyleštite diamantovou pastou alebo pastou GOI.
Po vybrúsení a následnej úprave hrdla sa zátky olejových kanálov odstránia a následne sa frézou A.94016/10 odsunú objímky zátok, nasadia na vreteno A.94016. Kľukový hriadeľ a jeho kanály sú dôkladne umyté, aby sa odstránili zvyšky abrazívneho materiálu, a prefúknuté stlačeným vzduchom. Tŕň A.86010 zatlačte nové zátky (keď predtým namazali objímky zástrčiek tmelom UG-6) a razené každý na troch bodoch s dierovačom.
Na prvej strane kľukového hriadeľa označte veľkosť zníženia hlavného a ojničného čapu (napríklad K 0,25; Ш 0,50).
Vložky
Na vložkách nie je možné vykonávať žiadne úpravy. V prípade odierania, rizík alebo delaminácie antifrikčnej vrstvy sú vymenené za nové. Ak sa pri kontrole vložiek ukáže, že ich ďalšie použitie je možné, skontroluje sa medzera medzi nimi a čapmi kľukového hriadeľa.
Medzeru možno určiť výpočtom meraním priemerov hrdla, lôžok pod vložkami a hrúbky vložiek. Ak vzdialenosť presahuje maximálnu povolenú hodnotu (0,1 mm pre ojnicu a 0,15 mm pre hlavné čapy), vymeňte vložky za iné so zvýšenou hrúbkou po prebrúsení krčkov. Znakom správnej montáže a spojenia hrdla s príslušnými vložkami je voľné otáčanie kľukového hriadeľa.
Odolné polkrúžky. Rovnako ako na vložkách nie je možné vykonávať žiadne montážne operácie na polkrúžkoch. V prípade odierania, rizík a delaminácií vymeňte polkrúžky za nové. Polkruhy sa vymieňajú aj vtedy, ak axiálna vôľa kľukového hriadeľa presahuje maximálne povolených 0,35 mm. Nové polkrúžky sa vyberajú s menovitou hrúbkou alebo zväčšené o 0,127 mm, aby sa dosiahla axiálna vôľa v rozsahu 0,06-0,26 mm.
Axiálna vôľa kľukového hriadeľa sa kontroluje pomocou indikátora (pozri sektu. «Zostava motora»).
Zotrvačník
Skontrolujte stav ozubeného krúžku a ak sú poškodené zuby, vymeňte zotrvačník. Povrch 1 (ryža. 58) zotrvačník pri prírube kľukového hriadeľa a na povrchu 3 pod kotúčom spojky nie sú povolené škrabance a škrabance. Nerovnosť povrchu 3 by nemala byť väčšia ako 0,05 mm.
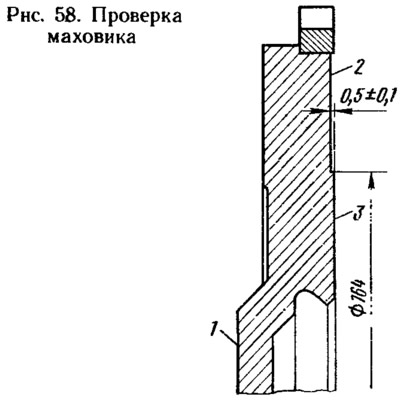
Škrabance a ryhy na povrchu 3 sa odstránia drážkou, pričom sa odstráni kovová vrstva s hrúbkou maximálne 1 mm. Súčasne je opracovaný aj povrch 2 bez ovplyvnenia ozubeného venca a zachovania veľkosti (0,5±0,1) mm. Pri otáčaní je potrebné zabezpečiť rovnobežnosť plôch 2 a 3 vzhľadom na plochu 1. Prípustná nerovnobežnosť nie je väčšia ako 0,1 mm.
Nainštalujte zotrvačník na tŕň, vycentrujte ho pozdĺž montážneho otvoru s dôrazom na povrch 1 a skontrolujte hádzanie rovín 2 a 3. V extrémnych bodoch týchto rovín by indikátor nemal ukazovať hádzanie presahujúce 0,1 mm.