
Radilica
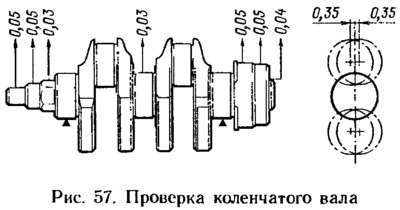
Pregledajte radilicu. Pukotine bilo gdje na koljenastom vratilu nisu dopuštene. Na površinama koje se spajaju s radnim rubovima brtvi nisu dopuštene ogrebotine, ogrebotine i rizici. Radilica je ugrađena s krajnjim glavnim rukavcima na dvije prizme, a odstupanje se provjerava indikatorom na mjestima prikazanim na sl. 57. Brojevi na slici pokazuju dopuštene vrijednosti otkucaja i pomaka vrata.
Izmjerite promjere glavnih i klipnjača. Vratove treba brusiti ako nakon ugradnje novih košuljica razmak u bilo kojem glavnom ležaju prelazi 0,11 mm, au ležaju klipnjače 0,10 mm, kao i ako je ovalnost vrata veća od 0,03 mm i postoje ogrebotine i rizici na njima. Promjeri grlića normalne veličine dati su u tab. 2. Promjeri vratova popravnih veličina (smanjen za 0,25; 0,5; 0,75; 1,00 mm) jednaki su redom za domaće: 50.569 -0.02; 50.319 -0.02; 50.069 -0.02; 49,819 -0,02 mm, a za klipnjače: 47,60 -0,02; 47,35 -0,02; 47,10 -0,02; 46,85 -0,02 mm.
Izbrusite vratove sa smanjenjem do najbliže veličine popravka.
Razmak između osi klipnjače i glavnih rukavaca treba biti 35,5+0,025 -0,05 mm (hod 71+0,05 -0,1 mm), a radijusi zaobljenja vratova su unutar 1,8–2 mm.
Nakon brušenja, ovalnost i konus glavnih i glavnih rukavaca ne smiju biti veći od 0,005 mm, a pomak osi klipnjača iz ravnine koja prolazi kroz osi klipnjače i glavnih rukavaca treba biti unutar±0,35 mm (vidi sl. 57). Za provjeru, postavite osovinu s krajnjim rukavcima na prizme i postavite osovinu tako da je os klipnjače prvog cilindra u vodoravnoj ravnini koja prolazi kroz osi glavnih rukavaca. Zatim indikator provjerava pomak u okomitom smjeru rukavca klipnjače 2. cilindra u odnosu na rukavac klipnjače 1. cilindra. Nakon brušenja vratova, ispolirajte ih dijamantnom pastom ili GOI pastom.
Nakon brušenja i naknadne dorade grla uklanjaju se čepovi uljnih kanala, a zatim se glodalicom A.94016/10 odbijaju ležišta čepova, nataknuta na vreteno A.94016. Radilica i njeni kanali temeljito se operu kako bi se uklonili ostaci abraziva i propuhaju komprimiranim zrakom. Trn A.86010 utisnite nove čepove (nakon što ste prethodno podmazali utičnice utikača brtvilom UG-6) i iskovan svaki na tri točke središnjim udarcem.
Na prvom obrazu koljenastog vratila označite količinu smanjenja glavnih i klipnjača (na primjer, K 0,25; Š 0,50).
Umetci
Na umetcima se ne mogu vršiti nikakva podešavanja. U slučaju habanja, rizika ili raslojavanja antifrikcijskog sloja, oni se zamjenjuju novima. Ako se prilikom provjere košuljica pokaže da je njihova daljnja uporaba moguća, tada se provjerava razmak između njih i rukavaca radilice.
Razmak se može odrediti računskim putem mjerenjem promjera grla, ležišta ispod košuljica i debljine košuljica. Ako razmak prelazi najveći dopušteni (0,1 mm za klipnjaču i 0,15 mm za glavne rukavce), zamijenite obloge s drugima s povećanom debljinom nakon mljevenja vrata. Znak ispravne montaže i spajanja vratova s odgovarajućim košuljicama je slobodno okretanje koljenastog vratila.
Otporni poluprstenovi. Kao i na košuljicama, na poluprstenovima se ne mogu izvoditi nikakvi radovi namještanja. U slučaju habanja, rizika i raslojavanja, zamijenite poluprstenove novima. Poluprstenovi se također mijenjaju ako aksijalni zazor koljenastog vratila premašuje maksimalno dopuštenih 0,35 mm. Novi poluprstenovi su odabrani s nominalnom debljinom ili povećani za 0,127 mm kako bi se dobio aksijalni zazor u rasponu od 0,06-0,26 mm.
Aksijalni zazor koljenastog vratila provjerava se pomoću indikatora (vidi sekta. «Sklop motora»).
Zamašnjak
Provjerite stanje prstenastog zupčanika i, ako su zubi oštećeni, zamijenite zamašnjak. Površina 1 (riža. 58) zamašnjak uz prirubnicu radilice, a na površini 3 ispod diska kvačila nisu dopuštene ogrebotine i ogrebotine. Neravnina površine 3 ne smije biti veća od 0,05 mm.
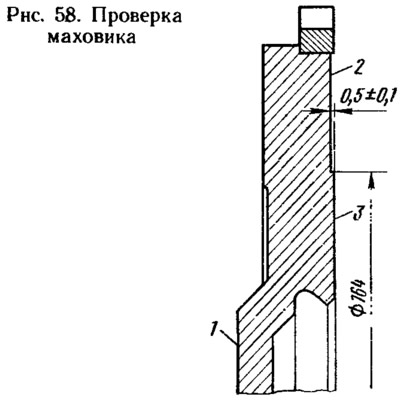
Ogrebotine i ogrebotine na površini 3 uklanjaju se utorom, uklanjajući metalni sloj debljine najviše 1 mm. U isto vrijeme, površina 2 također se obrađuje, bez utjecaja na obod zupčanika i zadržavanja veličine (0,5±0,1) mm. Prilikom tokarenja potrebno je osigurati paralelnost površina 2 i 3 u odnosu na površinu 1. Dopuštena neparalelnost nije veća od 0,1 mm.
Ugradite zamašnjak na trn, centrirajte ga duž montažne rupe s naglaskom na površinu 1 i provjerite odstupanje ravnina 2 i 3. Na krajnjim točkama ovih ravnina indikator ne bi trebao pokazivati odstupanja veća od 0,1 mm.